iCNC PERFORMANCE
Manual 0-5399 MAINTENANCE / TROUBLESHOOTING 6-3
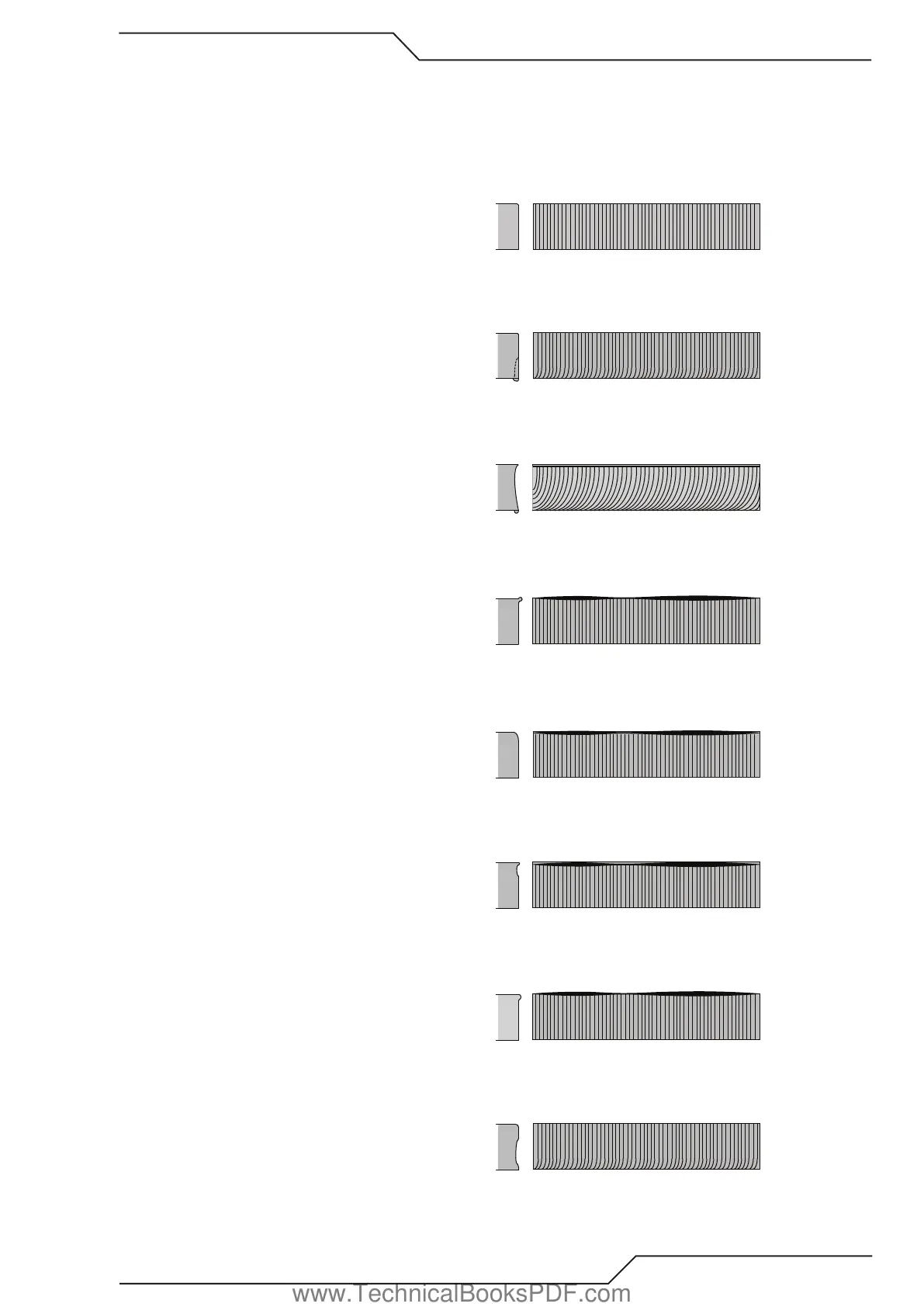
Characteristics of too little preheat:
1. Top edge is almost perfectly square.
2. Torch is constantly on the verge of losing cut.
3. Some difficulty is experienced in getting through heavy plate.
Correct cutting technique
The cut surface is smooth and square,
and the kerf walls are parallel. The lag
lines are almost vertical. There is little
slag adhering to the bottom edge. The
top edge is slightly rounded when the
preheat flames are properly adjusted.
This surface is ideally suited for
many applications without further
treatment.
Cutting speed too low
An abnormally low cutting speed
results in heavy gouging of the cut
surface and slag adhering in large
globules. Under this condition, oxygen
and fuel gas are being wasted.
Cutting speed too high
An extremely high cutting speed
results in heavy lag, as shown by the
curved lag lines on the cut surface.
The face is reasonably smooth but
somewhat concave. Slag will adhere
during cutting, but it may be removed
with ease. Heavy lag cutting is
recommended for straight line cuts
only.
Nozzle too far from surface
When carrying the nozzle too high
above the work, excessive rounding
of the top edge occurs. Also, the
cutting speed may have to be
lowered. With the correct nozzle
clearance, the preheat flames should
not be over 1/4” above the top surface
of the work.
Nozzle too near surface
When the nozzle is carried too low, part
of the preheat flame’s inner cones
become buried in the cut kerf. This
produces grooves in the cut face and
excessive melting of the top edge.
Also, the flame becomes subject to
popping and lost cuts may result.
Excess cutting Oxygen
If the cutting oxygen pressure is
too high or the nozzle size too
large, a reduction in cut quality
will result. Nozzles are made to
operate within a limited range
of torch pressures. Therefore,
excessive oxygen pressure causes
distortions in the oxygen stream
once it leaves the nozzle.
Excess preheat flame
Inexperienced operators often try
to increase cutting speeds by using
a heavy preheat flame. Excessive
preheat causes melting of the
top edge and may actually lower
the speed of cutting. In addition,
oxygen and fuel gas are wasted.
Dirty nozzle used
The nozzle has been fouled by some
adhering scale causing the oxygen
stream to lose its parallel form. The cut surface is no
longer smooth or squared with proof of pitting,
undercutting, heavy slag and scale.
The nozzle should
be cleaned with care, so as not to
distort, or bell-mouth, the cutting
oxygen bore.
www.TechnicalBooksPDF.com