28
Original Operating Instructions: K4 edition
Document version: E – 02/2020
Machine maintenance and cleaning
Tool breakage or incorrect results caused by
loose screws
If the blank is mounted into the blank holder too loosely, the
measurement results may become incorrect or the tool may
break during calibration.
h Tighten the screws of the xingringrmly.
M1. Mount a calibration disc into the blank holder.
S2. Mill the calibration / test specimen as described in the
documentation for the manufacturing software.
After milling the calibration / test specimen looks as
follows:
M3. Unmount the calibration / test specimen from the ma-
chine.
S4.
Follow the instructions on calibration in the documen-
tation for the manufacturing software.
M5.
After the calibration, remove the calibration tool from
the machine and keep all parts of the calibration set for
further use.
6.11 Replacing the tool magazine inserts
When the tool magazine inserts are worn, they should be re-
placed. Afterwards you must drill the tool positions into the
new inserts with the Machine.
Your Machine comes with tool magazine inserts as
spare parts and with the drill tool.
Additional inserts and drill tools are available via cus-
tomer service.
h Always replace inserts together even if only individual
inserts are worn. The machine will always drill the tool
positions for inserts.
b
The documentation for the manufacturing software
contains step-by-step instructions for drilling the in-
serts.
Belowyoundadescriptionofhowtoreplace
the tool magazine inserts in the machine.
M1. Have the tool magazine inserts ready as spare parts.
M2. Open the working chamber door.
M3. Remove all tools from the tool magazine.
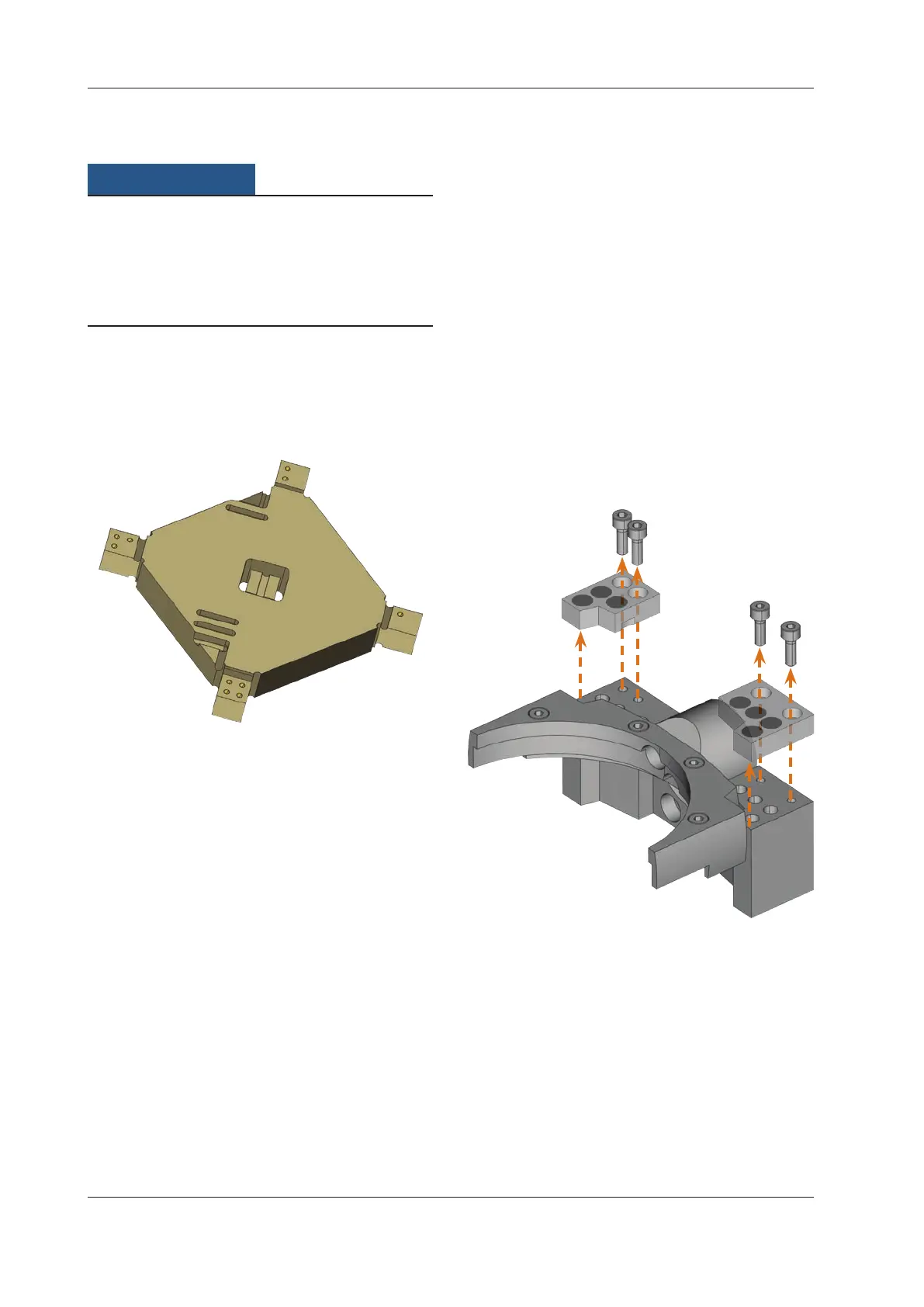
M4. Loosen the 4 screws on the upper side of the tool mag
-
azine and lift the cover (
Fig. 31).
M5. Remove the 7 existing tool magazine inserts and re-
place them with new ones (
Fig. 32).
M6. Put the cover back onto the tool magazine and screw it
down with the screws that you untightened in step M4.
S7. Follow the instructions in the documentation for the
manufacturing software and drill the tool positions in
the new inserts.