IS-200A
4. How to Operate Screens
4-9
(i) VALVE #
Two valves (welding heads) can be connected to the Power Supply. Use this
setting to select which of the two valves to use.
(j) TRANS #
Sets the transformer number used in each schedule (TRANS1 to 5).
Functions when the transformer selector MA-650A is used.
(k) GAIN (1–9)
Sets the amount of feedback correction in Primary constant-current effective
value control, Secondary constant-current effective value control, Secondary
constant-power effective value control, and Secondary constant-voltage effective
value control. Though 1 is normally used, the larger value will give the shorter rise
time. (Invalid in Primary constant-current peak value control and Constant-phase
control.)
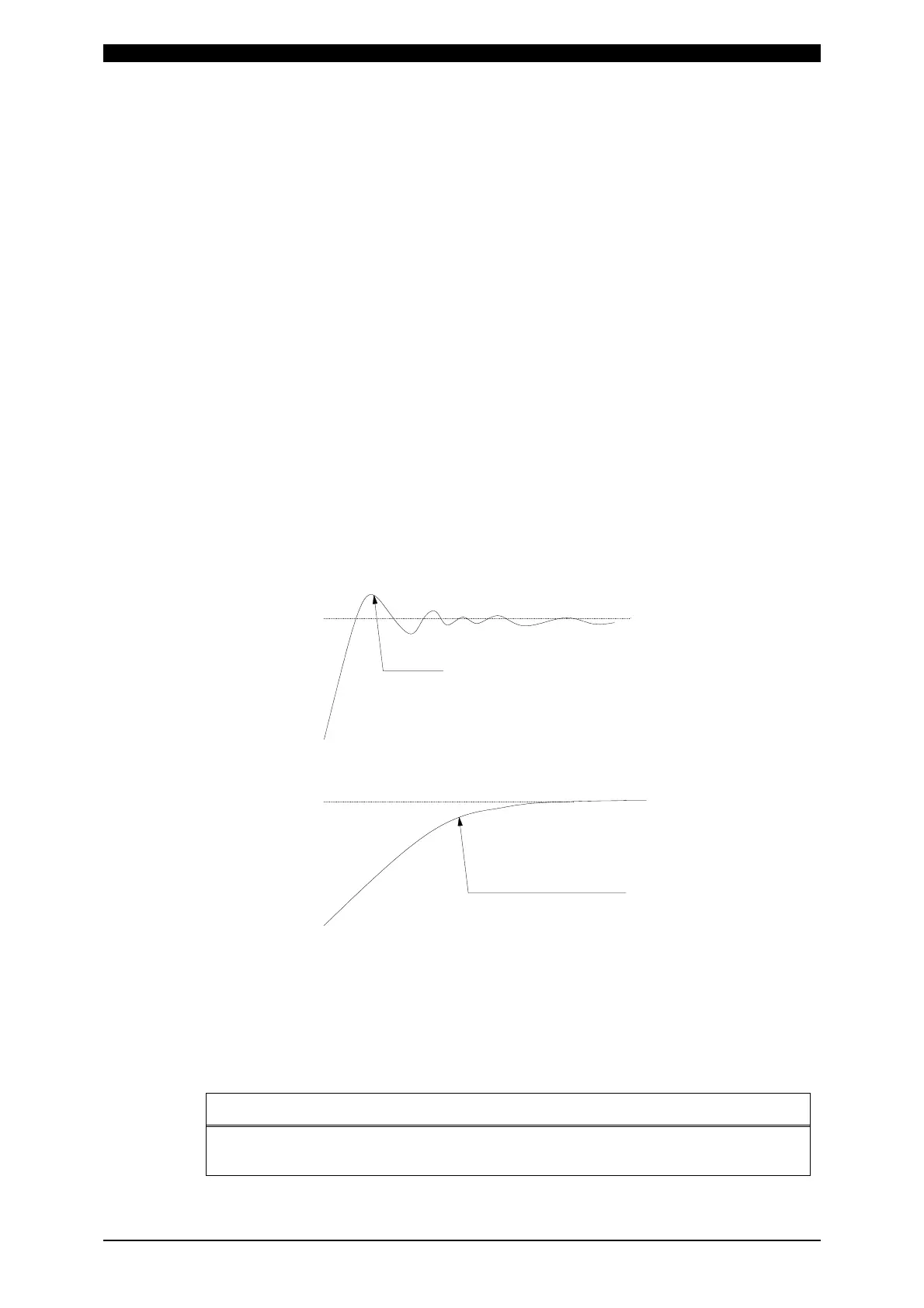
(Note) Control gain refers to a correction amount in feedback control.
Although the current rises more rapidly with greater control gain, the
current waveform may experience overshoot. On the other hand, a smaller
control gain suppresses current waveform overshoot but causes a slower
increase in current. The Power Supply offers nine (9) choices of gain levels
(1–9).
(l) TURN RATIO
Set the welding transformer turns ratio.
The turns ratio can be set in a range from 001.0 to 199.9.
(m) PAGE UP
When the cursor is at , moving the cursor up will return the display to the
previous screen.
ATTENTION
When using <PRIMARY RMS> or <PRIMARY LIMIT>, always set the correct
turns ratio. An incorrect ratio will result in malfunction.
Large control gain
Setting
Small control gain
Setting
Overshoot
Slow increase in current