208 D320 PLC User's Manual
Programming Examples
The following pages present some very basic programming examples, showing how to enter mnemonic
code into the D50 PLC using the pocket editor. Each example program is devided into three sections;
the ladder program, the equivalent mnemonic code, and the key sequence for entering the program
using the pocket editor
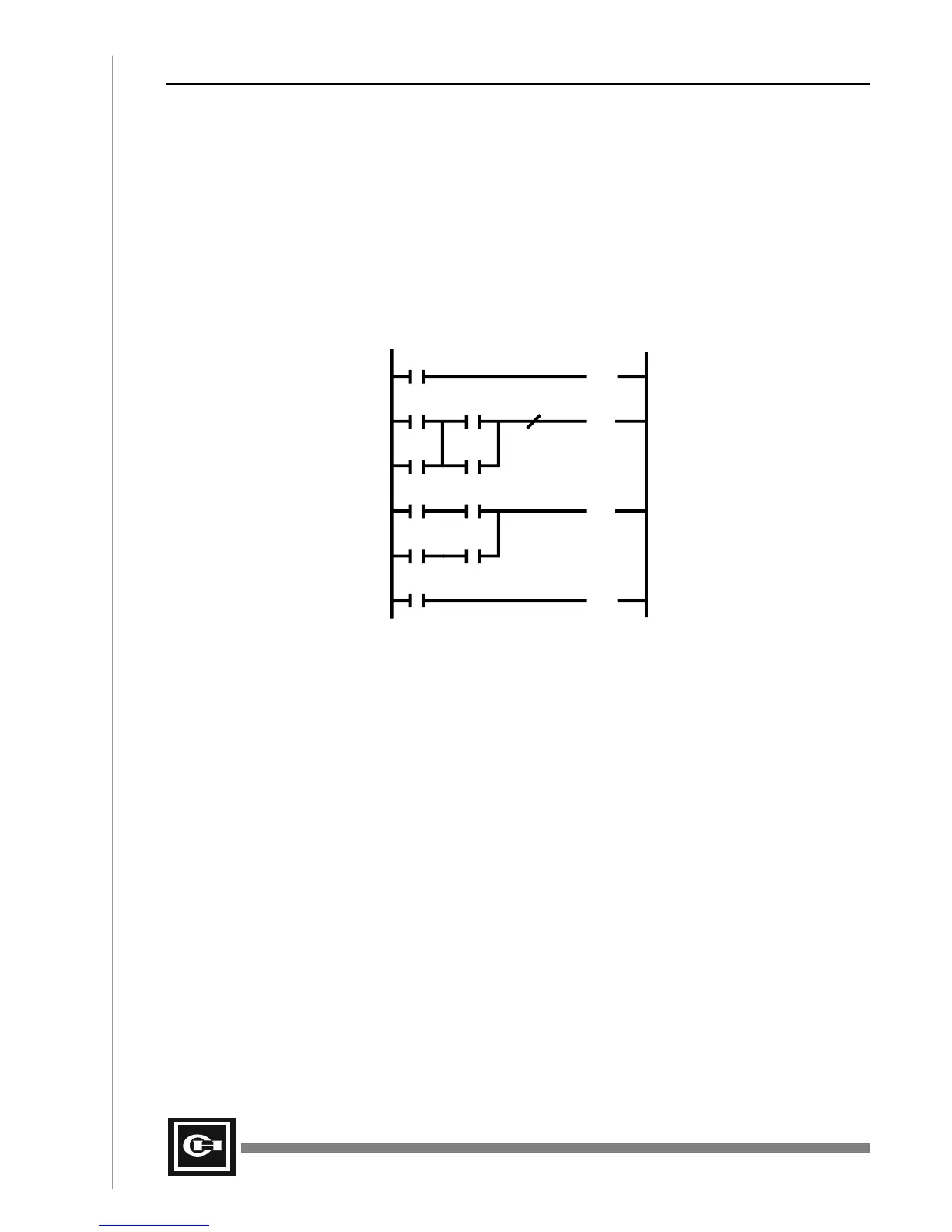
Example 1 – Basic Instructions
Ladder Program
Mnemonic Program
STR R0.3
MCS
STR M0.0
OR M0.1
STR M0.2
OR M0.3
ANB
NOT
OUT M0.4
STR M0.4
AND M1.0
STR M1.1
AND M1.2
ORB
OUT R15.2
STR F0.15
MCR
R0.3
(MCS)
M0.0 M0.4
(OUT)
M0.1
M0.2
M0.3
M0.4 R15.2
(OUT)
M1.1
M1.0
M1.2
F0.15
(MCR)
Artisan Technology Group - Quality Instrumentation ... Guaranteed | (888) 88-SOURCE | www.artisantg.com