Design and function
Machine configuration menu
099-000121-EW501
29.06.2015
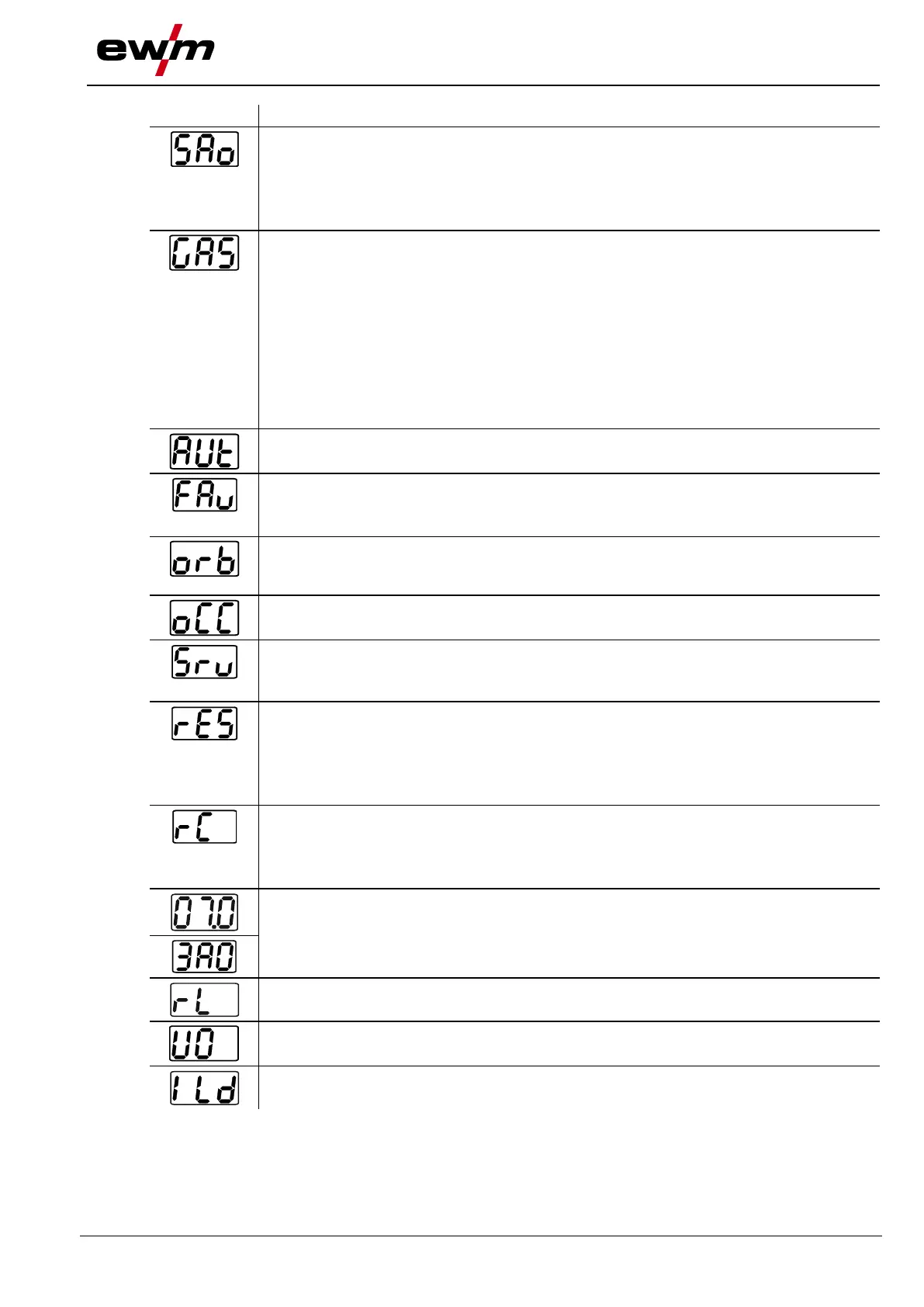
Error output to automated welding interface, contact SYN_A
off AC synchronisation or hot wire (factory setting)
FSn Error signal, negative logic
FSP Error signal, positive logic
AvC AVC (Arc voltage control) connection
Gas monitoring
Depending on where the gas sensor is situated, the use of a pilot static tube and the
welding process monitoring phase.
off Function switched off (ex works)
1 Monitoring during the welding process. Gas sensor between gas valve and
welding torch. With pilot static tube.
2 Monitoring prior to the welding process. Gas sensor between gas valve and
welding torch. Without pilot static tube.
3 Permanent monitoring Gas sensor between gas cylinder and gas valve. With
pilot static tube.
Fast take-over of control voltage (automation)
• on = function on
• off = function off (factory setting)
Orbital welding
• off = off (ex works)
• on = on
Orbital welding
Correction value for orbital current
Service menu
Modifications to the service menu may only be carried out by authorised maintenance
staff!
Reset (reset to factory settings)
• off = aus (factory setting)
• CFG = Reset the values in the machine configuration menu
• CPL = Complete reset of all values and settings
The reset is performed when leaving the menu (EXIT).
Automated/Manual (rC on/off) operating mode
Select machine/function control
on: with external control voltages/signals
off: with machine control
Software version query (example)
07= System bus ID
03A0= Version number
System bus ID and version number are separated by a dot.
Only qualified service personnel may change the parameters!
Only qualified service personnel may change the parameters!
Ignition pulse limit
Setting 0 ms–15 ms (increments of 1 ms)