GEA Mechanical Equipment
GEA Tuchenhagen GmbH
Date : 2012-07-26
221RLI003464F_5.DOC
Instructions de soudage du fabricant (WPS)
Raccord de boîtier T
DN 25 ; DN50/40 ; DN80/65 ; DN100
Raccord de boîtier DN50 T-S
Lieu : Büchen Type de préparation : mécanique
Procédé de soudage du fabricant : 141 (TIG à impulsions) Type de nettoyage : brossage ou décapage
N° de document : WPSAnschlT1004
Spécifications des matériaux de base : 1.4404; 1.4435; 316L
Soudeur : diplômé selon DIN EN 287-1 ; AD-2000 HP3
Processus de soudage : 141 DIN EN ISO 4063 Epaisseur de la pièce à usiner (mm) : de t = 2 mm à t = 8 mm
Type de cordon de soudure : soudure HV et soudure I Diamètre extérieur (mm) : 145 ; 165 ; 200 ; 225
Préparation des joints : pas d'espace entre bride et conteneur
Position de soudage : PA (à plat ou en gouttière) PD (en
angle au plafond)
Réalisation de la soudure Ordre de soudage
Soudage des différentes cou ches en 8 étapes
Types de cordons
de soudure :
Utiliser uniquement le s oudage par impulsions
1. Toujours agrafé face à face, 8 fois avec additif
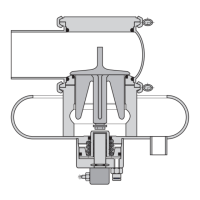
2. Le soudage doit seulement être effectué avec un dispositif
nécessitant un raccordement à un mélange hydrogène-azote
(voir 221MBL007030G); lors du montage du dispositif,
introduire d'abord par l'extérieur le tendeur de section et le fixer.
Ensuite, introduire par l'intérieur du réservoir la plaque
correspondante. Le couple de serrage max. des écrous du
dispositif est de 60Nm. Après chaque soudage, refroidir
rapidement la soudure à l'eau.
3. Racine si possible sans additif, les couches extérieures sont
soudées avec additif (nombre de couches extérieures selon
l'épaisseur du matériau).
4. Remplacer la plaque du dispositif par une plaque de plus petite
taille avant le soudage de la face intérieure.
5. Le dispositif peut seulement être retiré ou transformé lorsque la
température des pièces est inférieure à 30 C.
Chenille de
soudure
Processus
Produit d'apport
∅ [mm]
Intensité du
courant [A]
Tension [V]
Type de
courant/
polarité de
l'électrode
Vitesse de soudage [cm/min]
Racine 141 1,2 ; 1,6 50 - 60 10 -14 =/- 3 -7
Couche de
finition
141 1,2 ; 1,6 50 - 60 10 – 14 =/- 3 -7
2, 3, 4 etc.
couches de
finition
141 1,2 ; 1,6 105 -125 10 – 14 =/- 3 -7
Produits d'apport : en accord avec l'expert Température des couches intermédiaires : T<30°C
Gaz protecteur : DIN EN ISO 14175 - I1
Débit [l/min
]
:
Gaz protecteur pour racine/mélange hydrogène-azote
DIN EN ISO 14175 - I1
Gaz protecteur : 13 - 15 Protection pour racine : 10 -20
Fabricant :
Merhof 2012-07-26………………………………………………..
Nom, date, signature (inspection en soudage)
Confirmation de l'exécution correcte des travaux par le
technicien :
…………………………………………………………………….
Nom, date, signature (soudeur)
1
8
4
6 2
7
3
5
 Loading...
Loading...