Datum: 2011-08-31
221RLI002535F_1.doc
Instructions de soudage ( WPS ) du fabricant
Raccord du boítier U
GEA Mechanical Equipment
GEA Tuchenhagen GmbH
Lieu : Büchen
Type de préparation : mécanique
Procédé de soudage du fabricant : 141 ( WIG ) Type de nettoyage : brossage ou décapage
Soudeur : soudeurs testés conformément à DIN EN 287-1 ;
AD-2000 Brochure HP3
Spécifications relatives aux matériaux de base :
1.4404, 1.4435
Processus de soudage : 141 DIN EN ISO 4063 Epaisseur de la pièce à usiner [mm] : t = 2 ; 2,5 ; 3 ; 4
Type de soudure : soudure en I, soudure d’angle Diamètre extérieur [mm] : 70, 85, 114, 154, 184, 212
Préparation de la commune: écart <0,2 (mm) Position de soudage : PA (de l’intérieur) PD (par le bas)
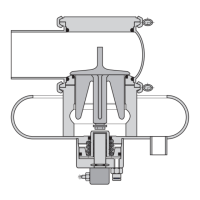
Structure de la jointure Procédure de soudage
Soudure en I et soudure d’angle
1. Implanter un obturateur dans le raccord du boîtier U et fixer
par semi-clamps, selon 221MBL001334G.
2. Souder le raccord du boîtier U à 4 points au cou de soudage
3. Fabriquer une soudure d’angle en appliquant du forming gaz
4 Si nécessaire, fabriquer soudure en I (soudure détanchéité) en
utilisant une baguette d’apport, ∅ 1 mm 1.4430.
5. Enlever l‘obturateur après refoidissement
6. Contrôle visuel de la soudure en I
Inspection dimensionelle de la soudure d’angle à l’aide d’un
calibre
Épaisseur de
la virole t
[mm]
Chenille de
soudure
Procédé
Matériau
supplémen-
taire Ø [mm]
Intensité du
courant I
[A]
Tension
U [V]
Type de
courant /
polarité
d‘electrode
Vitesse
de
soudage
[cm/min]
Apport
thermique
[kJ/cm]
2; 2,5
Soudure
d’angle
141 1,6 80 - 100 10 - 15 =/- 3 -7 5 – 7
3
Soudure
d’angle
141 1,6 90 - 110 10 - 15 =/- 3 -7 6 - 8
4
Soudure
d’angle
141 1,6 120 - 140 10 - 15 =/- 3 -7 7 - 10
2; 2,5; 3; 4
Soudure
en I
141 1 50 - 60 10 - 15 =/- 3 -7 5 - 7
Matériau de remplissage: en consultation avec l'expert technique
(tierce partie)
Gaz protecteur : DIN EN ISO 14175 -I1
Débits en [l/min] : 13 - 15
Forming gaz : DIN EN ISO 14175 -I1
Débits en [l/min] : 10 - 20
Fabricant :
Merhof, 2011-08-31…………………………………………………………
Nom, date et signature (personne chargée de la surveillance)
Confirmation de l'œuvre correcte par le processeur:
…………………………………………………………………………….
Nom, date et signature (soudeur)
a1,2
t
 Loading...
Loading...