Technická data
- 196 - 10.13
16 Péčeaúdržba
16.1 Pravidelné kontroly
Před každým uvedením svařovacího
zdroje do provozu zkontrolujte stav ná-
sledujícíchbodů:
– přívodní síťový kabel a zástrčku
– svařovací hořák a konektor
– zemnící kabel a konektor
Každédvaměsíceprofouknětesvařovací
zdrojtlakovýmvzduchem.
 zdroj vypněte
 vypojte síťovou zástrčku
 odšroubujte boční kryty zdroje
 vnitřek zdroje profoukněte suchým vzdu-
chem o nízkém tlaku, vyhněte se přímé-
mu ofukování elektronických součástí z
bezprostřední blízkosti, aby nedošlo k je-
jich poškození
 boční kryty zdroje přišroubujte zpět
Opravyatechnickézměnyzdro-
jenikdyneprovádějtenavlastní
pěst.
V takovém případě zaniká garance
a výrobce nenese žádnou odpo-
vědnost za produkt.
V případě problému nebo opravy
se obraťte na autorizovaného zá-
stupce LORCH.
16.2 Péčeohořák
 pravidelně speciálními kleštěmi odstraňte
z vnitřku plynové hubice zbytky rozstřiku.
 pravidelně prostříkněte vnitřek hubice
separačním prostředkem nebo použijte
ochrannou pastu.
9 Pravidelná péče zamezuje připálení roz-
střiku.
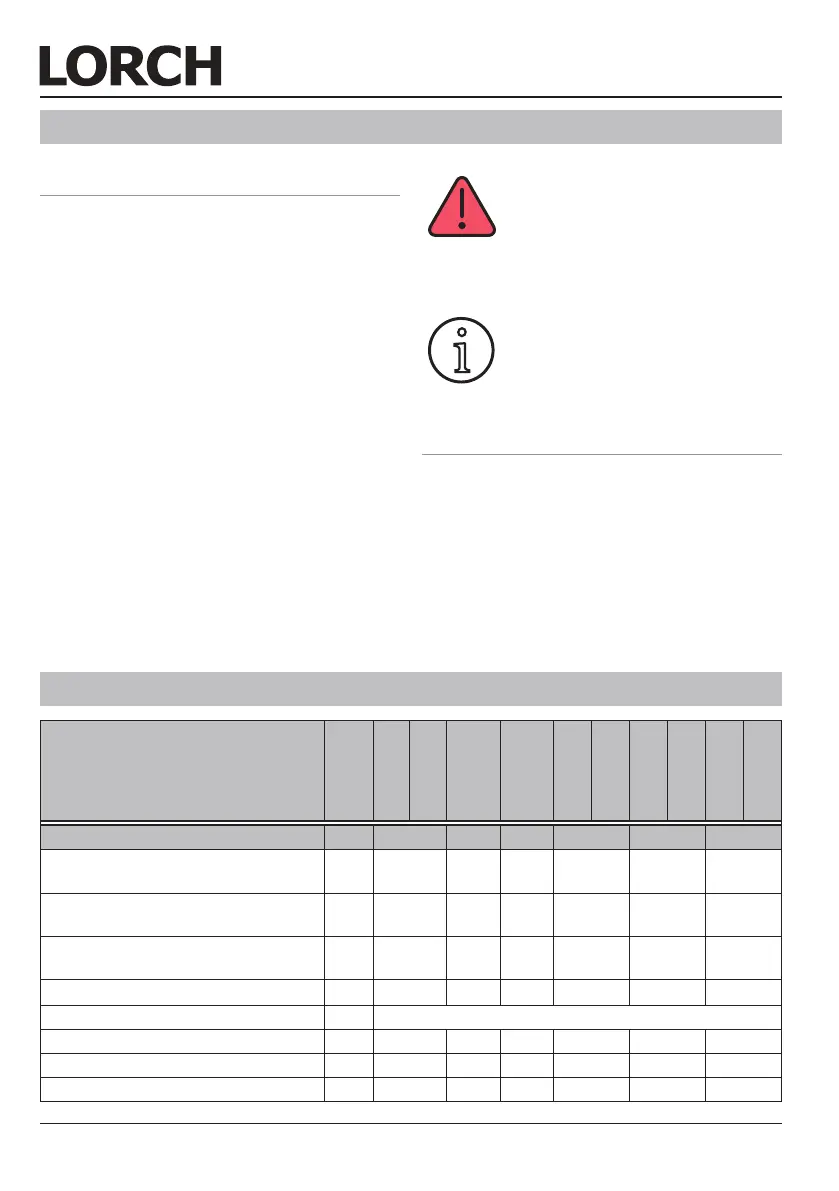
Technická data
M 150 CuSi
BasicPlus
M 150 CuSi
ControlPro
M 170
BasicPlus
2
M 200 CuSi
ControlPro
M 210
BasicPlus
2
M 210
ControlPro
2
M 250
BasicPlus
M 250
ControlPro
M 300
BasicPlus
M 300
ControlPro
Svařování
Rozsah svař. proudu
(I
2min
..I
2max
)
A 15..150 25..170 15..200 25..210 30..250 30..300
Rozsah svař. napětí
(U
2min
..U
2max
)
V 14,8..
21,5
15,3..
22,5
14,8..
24,0
15,3..
24,5
15,5..
26,5
15,5..
29,0
Napětí naprázdno
V 14,4..
26,9
16,7..
38,0
14,4..
32,5
14,5..
40,3
16,3..
35,1
16,3..
40,2
Regulace napětí
stupně
7 6 12 12 12 12
Charakteristika křivky
křivka s konstantním napětím
DZ 100 %
A 100 70 100 75 150 170
DZ 60 %
A 120 85 130 90 185 205
DZ při max. proudu
% 40 15 20 15 28 25
17 Technická data

 Loading...
Loading...

