Inbetriebnahme
- 21 -10.13
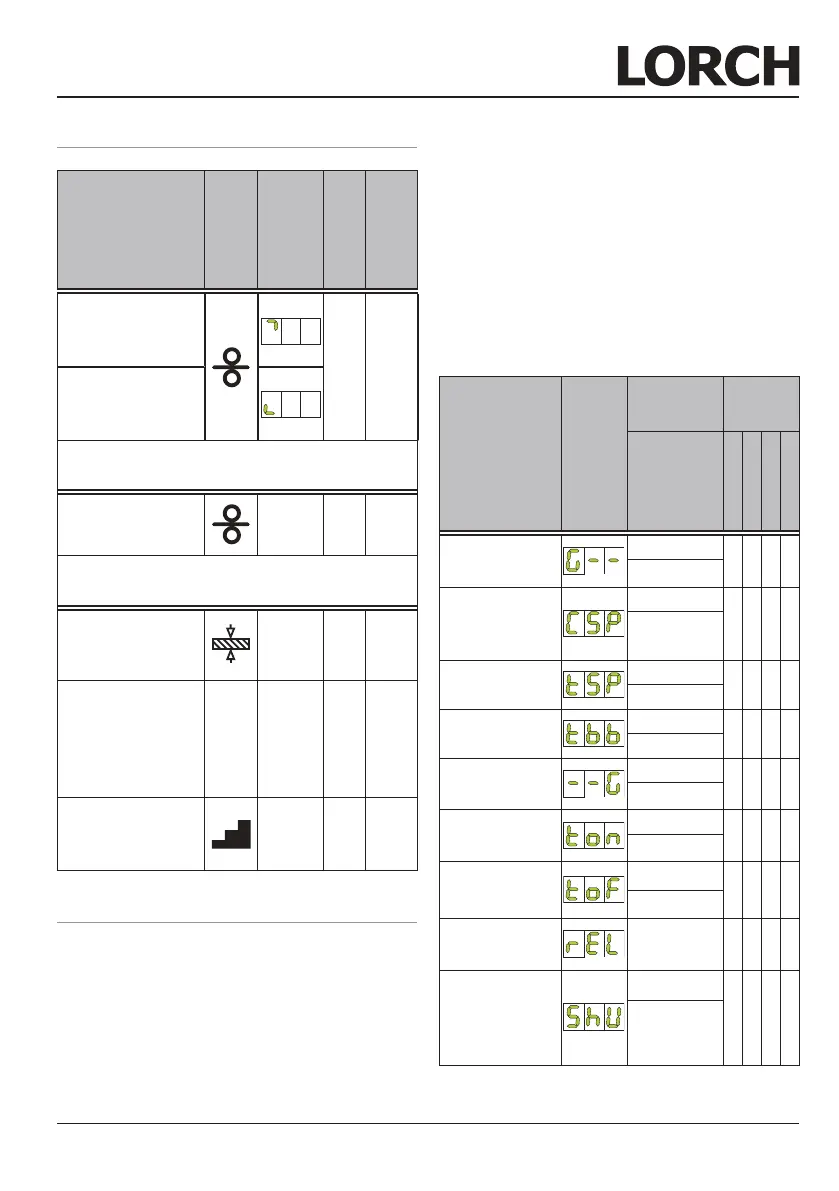
13.5 Hauptparameter
Parameter
Symbol
Code
Standard-
wert
Einstell-
bereich
Drahtvorschub in
% (positive Kor-
rektur)
0
-80..
+99
Drahtvorschub
in % (negative
Korrektur)
Anzeige als Korrekturwert bei Einstellung
am Drehknopf 61
Drahtvorschub in
m/min
- -
0,5..
25
Anzeige als Geschwindigkeitswert in m/min
nach der Einstellung am Drehknopf 61
Materialstärke
(bei gewählter
Kennlinie)
- - -
Soll-Schweiß-
spannung
(im manuellen
Modus, nur
Control Pro)
V
- - -
Schweißstufe
(im manuellen
Modus)
- -
1..6,
1..7
1..12
13.6 Nebenparameter
 Drücken Sie die Taste Betriebsart 60 für
mindestens 2 Sekunden.
9 Die 7-Segment Anzeige 47 zeigt abwech-
selnd den Nebenparameter-Code und
-Wert an. (BasicPlus)
9 Die 7-Segment Anzeige 47 zeigt den
Nebenparameter-Wert, die 7-Segment
Anzeige 55 den Nebenparameter-Code
an. (ControlPro)
 Drücken Sie die Taste Betriebsart 60 so
oft, bis der gewünschte Nebenparameter-
Code angezeigt wird.
 Stellen Sie den gewünschten Nebenpara-
meter-Wert mit dem Drehknopf 61 ein.
 Verlassen Sie die Nebenparameter, in
dem Sie die Taste Betriebsart 60 für min-
destens 2 Sekunden drücken.
Parameter Code
Standard-
wert
Modus
Einstell-
bereich
2-Takt
4-Takt
Pukten
Intervall
Gasvorström-
zeit
0,1 s
x x x x
0,0...10,0 s
Einschleich-
geschwindig
keit
2,0 m/min
x x x x
1,0...15,0
m/min
Punktzeit
1,0 s
x
0,1...10,0 s
Rückbrandzeit
100 %
x x x x
0...300 %
Gasnachström-
zeit
0,5 s
x x x x
0,1...20,0 s
Intervallzeit
Ein
1,0 s
x
0,1...10,0 s
Intervallzeit
Aus
0,2 s
x
0,1...1,0 s
Version Soft-
ware
- x x x x
Soll-
Schweißspan-
nung
anstatt
Materialstärke
off
x x x x
off/on
Tab. 1: Nebenparameter
 Loading...
Loading...


