34
NITTY GRITTY.IT
make it shine
C
A
B
CLINOX PRO • AIR • POWER • SURFACE
USER MANUAL
• The polishing process requires a greater
amount of electrolyte solution than pickling.
• Always keep the brush/felt well moistened
with the electrolyte solution to avoid
overheating and a consequent signicant
reduction in its working life; if there
are obvious signs of wear, replace the
component immediately.
• If the power and/or voltage is increased
during processing, the electrolyte solution
evaporates faster; compensate for the
evaporation of the liquid by increasing
the pump speed (in dynamic mode this is
not necessary; see chapter 3.5 for more
details).
• Never use an insert without its matching
felt; the insert must never be placed in
direct contact with the steel workpiece.
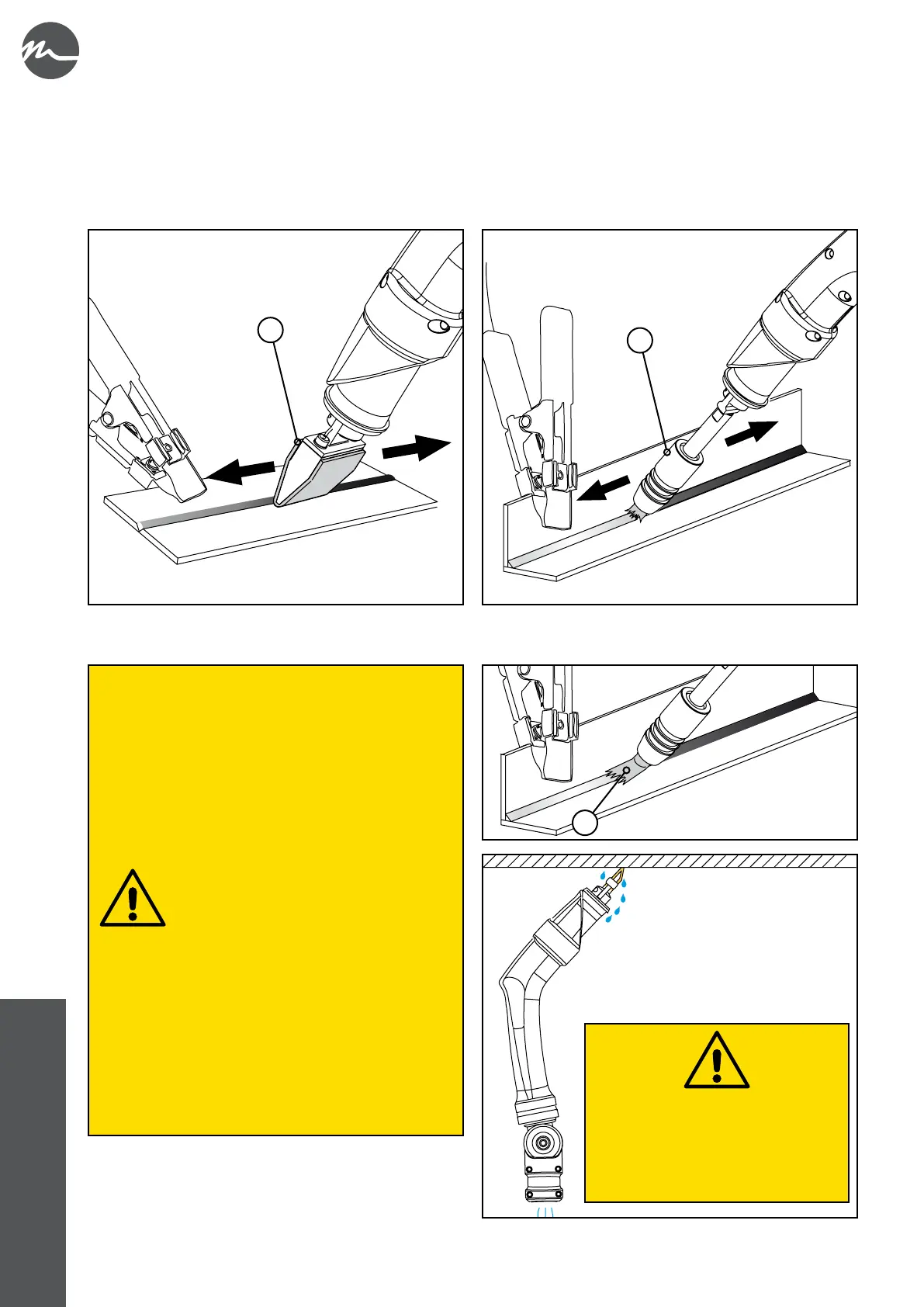
• When cleaning/polishing, keep the brush
perpendicular to the weld and never press
the carbon bristles excessively against the
surface to be treated (C).
• For best results, periodically adjust the PTFE
sleeve of the brush to leave approximately
10-15 mm of carbon bres exposed.
• Felts (A) are particularly suitable for large welds, while brushes (B) are suitable for hard-to-reach welds.
• Start cleaning/polishing by positioning the felt/brush on the stainless steel workpiece.
• Pass the felt/brush over the weld by applying light pressure and continue the process until each sign of oxidation is
completely removed. Sparks and foam may form at the contact point between the felt/brush and the weld during processing.
This is perfectly normal.
• If necessary, use the – and + buttons on the control panel to adjust the output voltage and to obtain better results (if you
change operating mode, the voltage returns to the default level preset by the manufacturer).
NO!
NO!
To prevent the electrolyte from entering
the device via the fume abatement
system, do not use the torch facing
upwards.
Only use manual torches for this type of
work.
 Loading...
Loading...