Cycles
9.12 Radius grinding – CYCLE414
Cylindrical grinding
192 Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
Explanation of the parameters
;
=
;B67
=B6&+
5$'
;
=
;B67
=B6&+
5$'
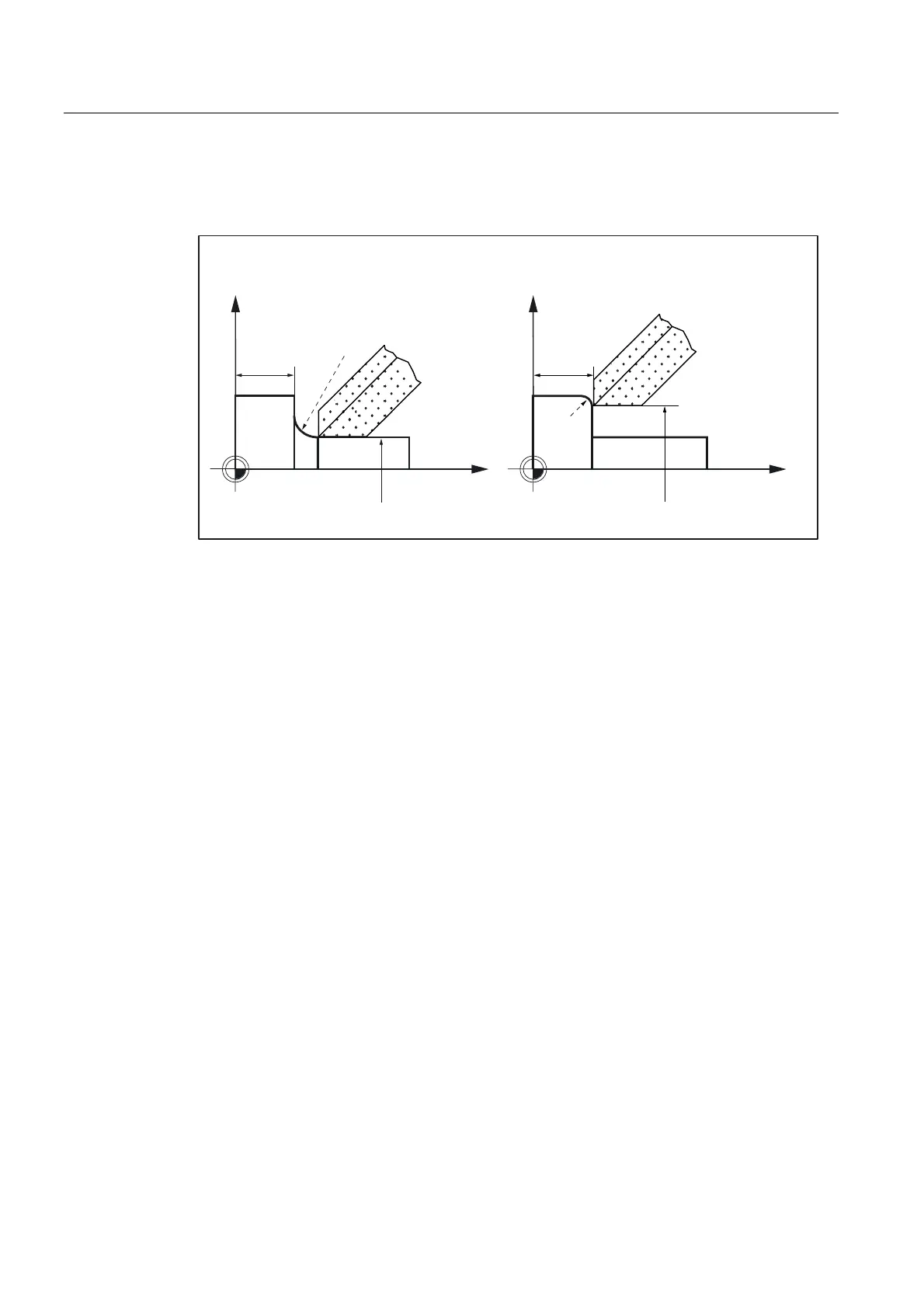
Figure 9-6 Internal corner (LAGE=23), external corner (LAGE=31)
N_SITZ (seat number)
The N_SITZ parameter is used to enter the number of the seat to be machined on the
workpiece.
Z_SCH (shoulder dimension in Z)
The Z_SCH parameter is used to specify the width of the shoulder.
X_ST (starting position in X)
X_ST is used to define the starting position of the grinding motion in the X direction.
RAD (workpiece radius)
The RAD parameter is used to program the radius of the corner to be ground.
LAGE
The corner to be machined can either an internal or an external corner. The LAGE
parameter specifies the type of the corner.
23 – internal corner; the machining is performed CW
31 – external corner; the machining is performed CCW.
A_LU (air allowance)
The term 'air allowance' is used to denote the distance between the starting position in Z and
the stock allowance for roughing.
A_SR (roughing allowance)
Stock allowance for roughing with reference to the setpoint diameter
F_SR (feedrate)
The roughing feedrate is programmed in [mm/min].