Cycles
9.19 Oblique plunge-cutting with Z allowance - CYCLE451
Cylindrical grinding
Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
213
Explanation of the parameters
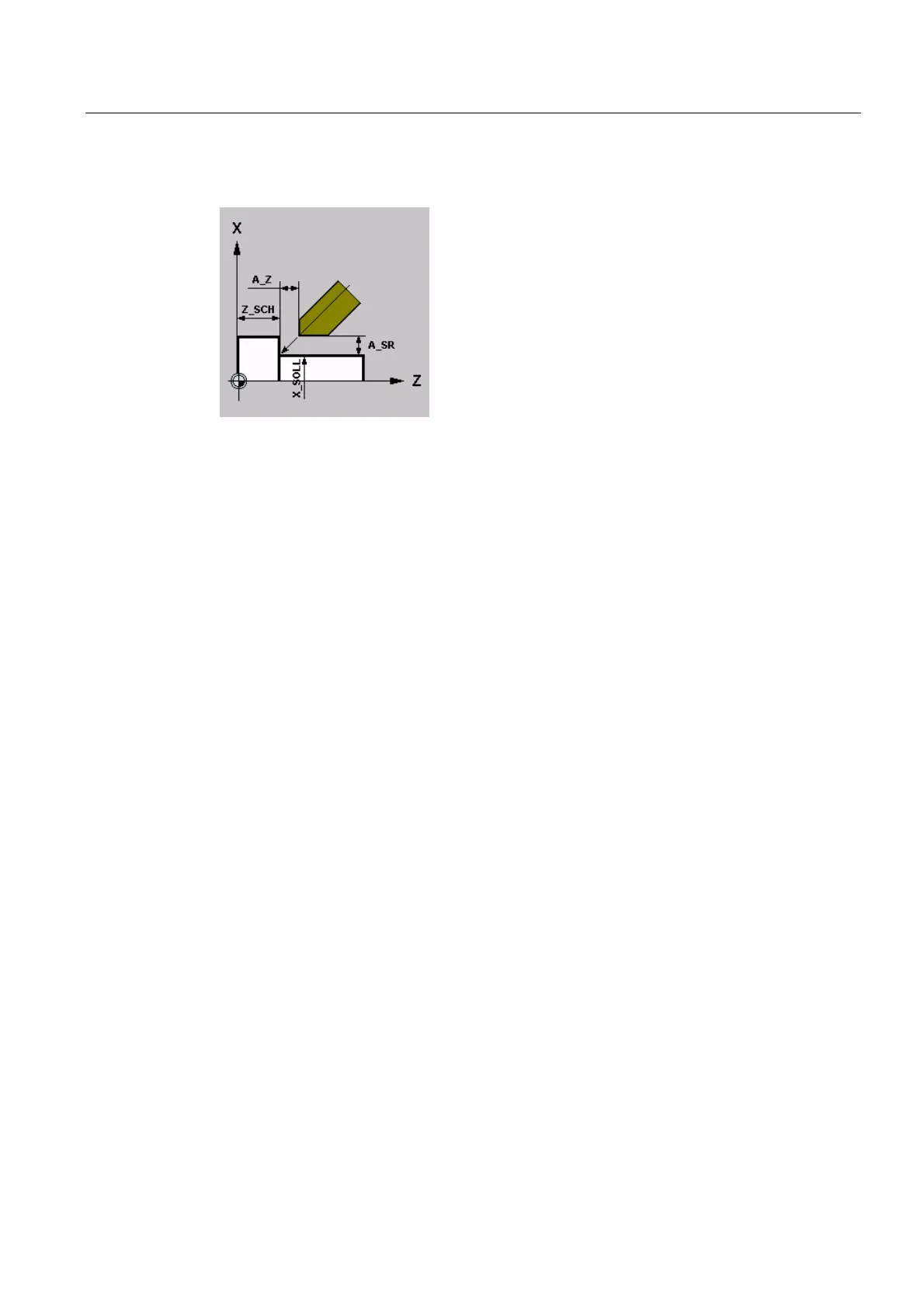
Figure 9-9 Oblique plunge-cutting with Z allowance - CYCLE451
N_SITZ (seat number)
For taking into account a seat compensatioin, the N_SITZ parameter is used to enter the
number of the workpiece seat to be machined.
X_SOLL (setpoint diameter)
The setpoint diameter corresponds to the finished dimension in the X direction.
Z_SCH (shoulder dimension in Z)
Use Z_Sch to specify the shoulder dimension in the Z direction.
A_Z (shoulder allowance)
Use A_Z to specify the shoulder allowance.
B_ART (machining type)
The B_ART parameter is used to define the machining type used to machine a technological
section. Possible values for B_ART lie in the range between 1 and 3 with the following
meaning:
1 = roughing
2 = finishing and fine-finishing
3 = roughing, finishing and fine-finishing
A_LU (air allowance)
The term 'air allowance' is used to denote the distance between the starting position in Z and
the stock allowance for roughing.
A_SR, A_SL, A_FSL (allowance)
For the various machining steps, different values can be defined for the allowance. These
refer to the nominal diameter.
A_SR Roughing allowance
A_SL Finishing allowance
A_FSL Fine-finishing allowance