Programming
10.3 Axis movements
Cylindrical grinding
Programming and Operating Manual, 07/2009, 6FC5398-4CP10-2BA0
257
Programming
G2/G3 X... Z... I... K... ; Center and end points
G2/G3 CR=... X... Z... ; Circle radius and end point
G2/G3 AR=... I... K... ; Opening angle and center point
G2/G3 AR=... X... Z... ; Opening angle and end point
G2/G3 AP=... RP=... ; Polar coordinates, circle around the pole
Note
Additional options for circular path programming are available with
CT - circle with tangential connection and
CIP - circle via intermediate point (see next sections).
Input tolerances for the circle
Circles are only accepted by the control system with a certain dimensional tolerance. The
circle radius at the starting and end points are compared here. If the difference is within the
tolerance, the center point is exactly set internally. Otherwise, an alarm message is issued.
The tolerance value can be set via machine data (see "Operating Instructions" 802D sl).
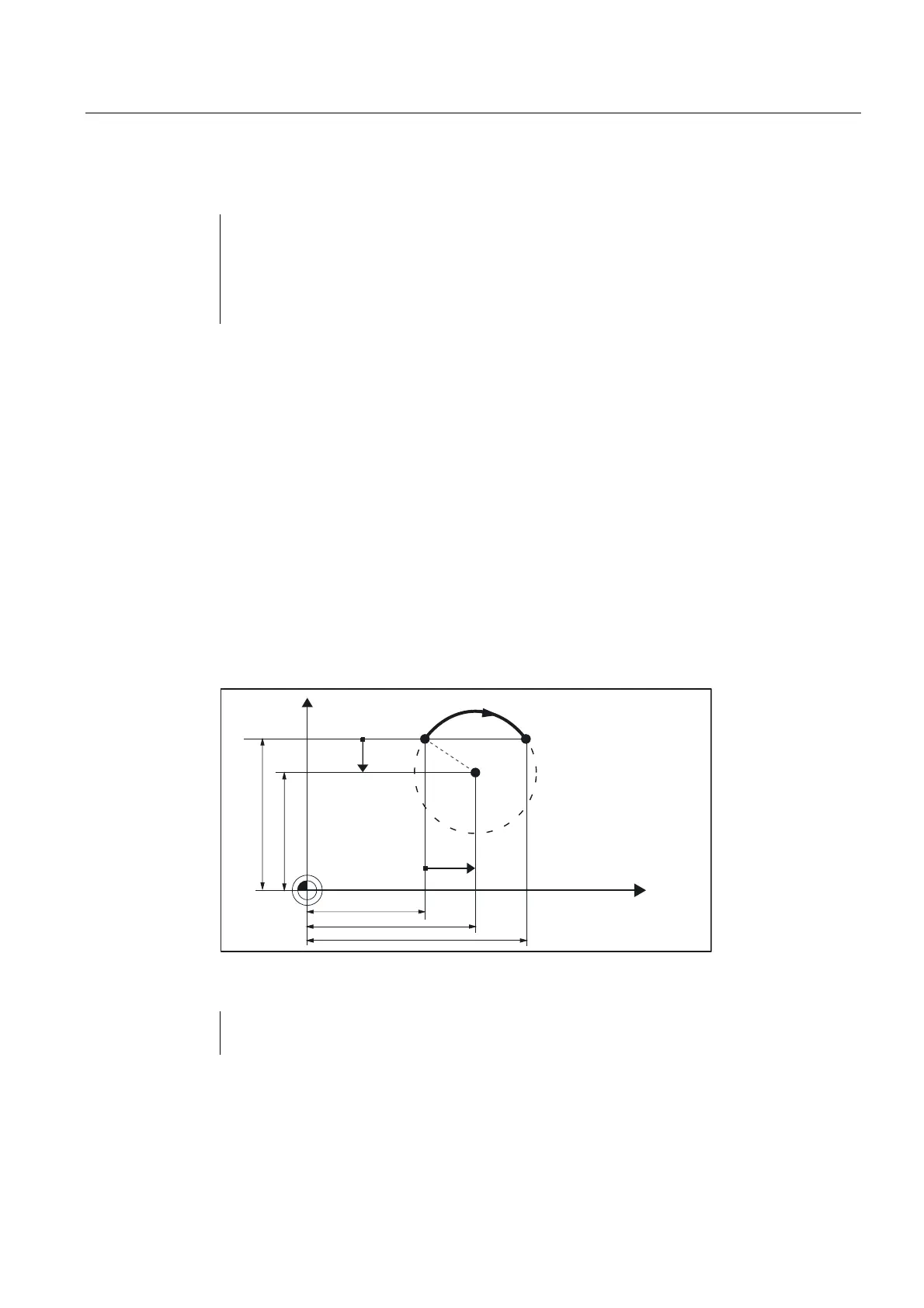
Programming example: Definition of center point and end point
6WDUWSRLQW
&HQWHUSRLQW
(QGSRLQW
;
,
.
=
Figure 10-14 Example for center point and end point specification
N5 G90 Z30 X40 ; Starting point circle for N10
N10 G2 Z50 X40 K10 I-7 ; End point and center point
Note: Center point values refer to the circle starting point!