1
08/2005 Introduction
1.2 Workstation
1
♥ Siemens AG, 2005. All rights reserved
SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition 1-19
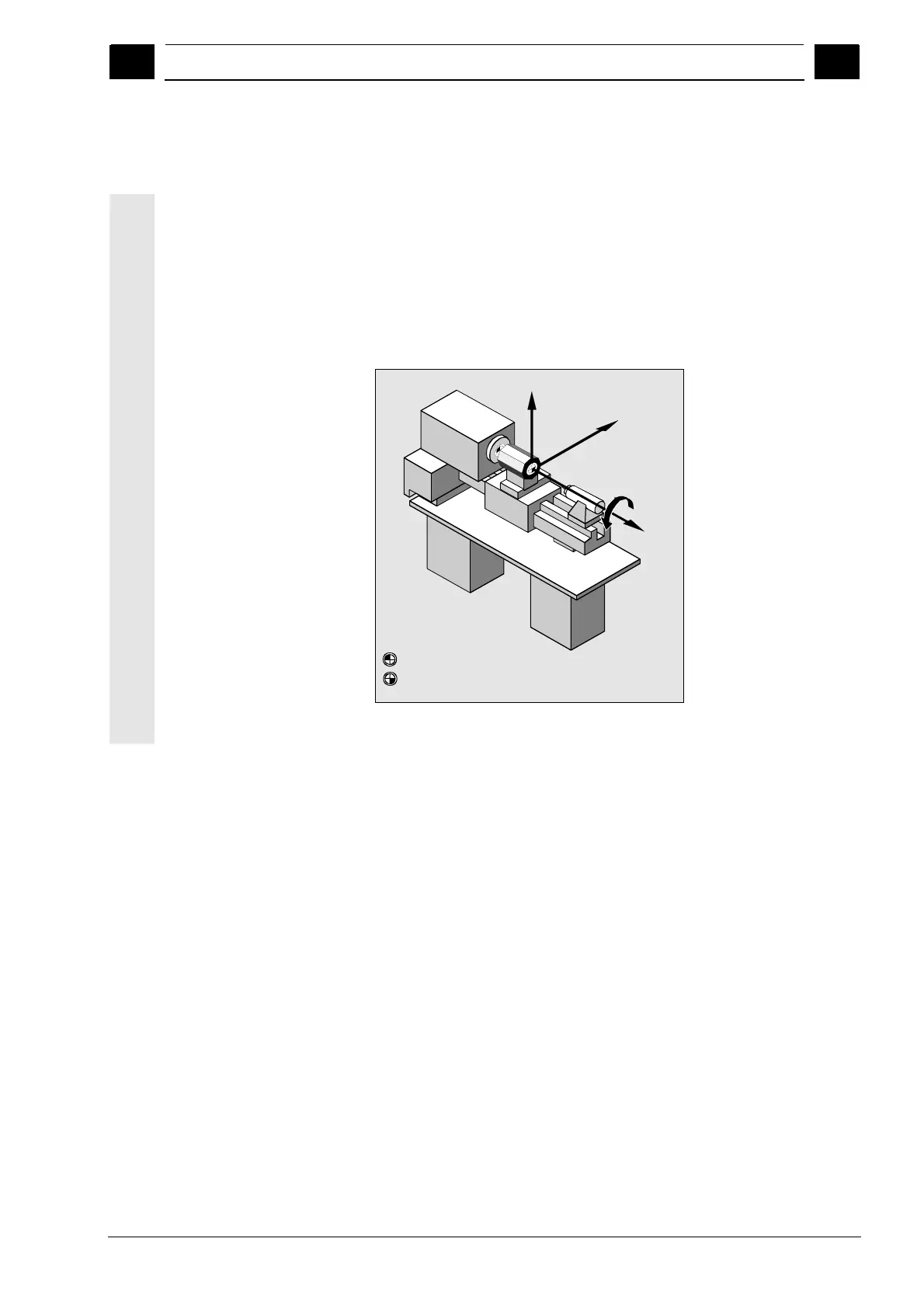
1.2.1 Coordinate system
When machining a workpiece on a lathe, one basically uses a right-
angled coordinate system. This consists of the three coordinate axes
X, Y, and Z which are parallel to the machine axes. The coordinate
axis Y does not have to be set up. Spindle axis Z is an independently
rotating axis and is designated with the letter C.
The positions of the coordinate system and the machine zero depend
on the type of machine used.
W
M
X+
Z+
Y+
W = Workpiece zero
C
M = Machine zero
Position of the coordinate system, machine zero
and workpiece zero (example)

 Loading...
Loading...




















