5
ShopTurn Functions 08/2005
5.4 Contour turnin
5
♥ Siemens AG, 2005. All rights reserved
5-216 SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition
Additional commands
You can enter any additional commands in the form of G code for
each contour element.
You can enter the additional commands (max. 40 characters) in the
extended parameterization screen form ("All parameters" softkey).
Additional functions
The following additional functions are available for programming a
contour:
Tangent to preceding element
You can program the transition to the preceding element as a
tangent.
Dialog selection
If two different possible contours result from the parameters
entered thus far, one of the options must be selected.
Close contour
From the current position, you can close the contour with a
straight line to the starting point.
Create exact contour
transitions
The contour is finished in continuous-path mode (G64). As a result,
contour transitions such as corners, chamfers or radii may not be
machined precisely.
To prevent this you have a choice of two different programming
options (using an additional command or programming a special
feedrate for the transition element).
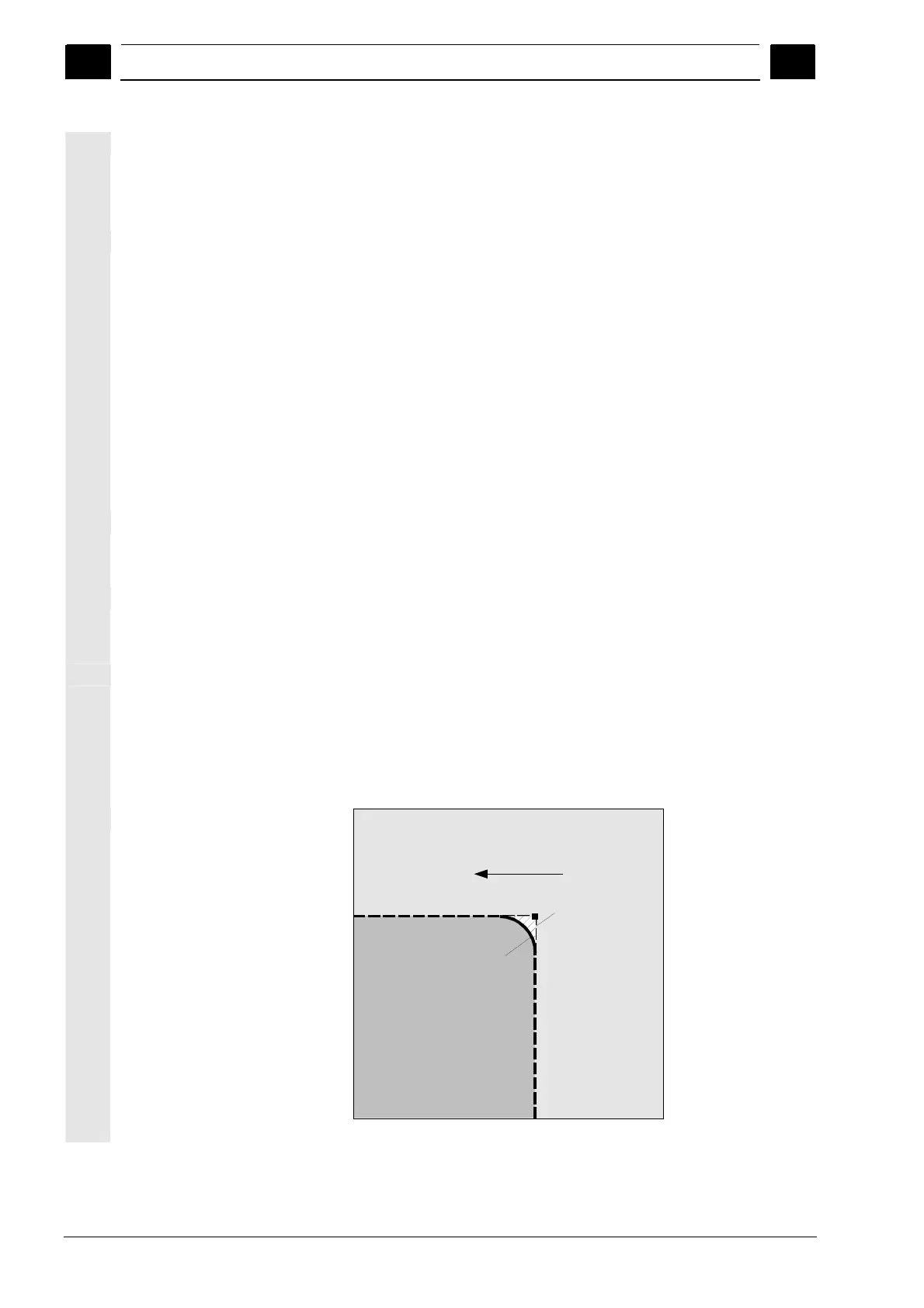
Additional command
For the contour illustrated below, first program the vertical straight
line and enter the additional command "G9" (Non-modal exact
stop) for the parameter. Then program the horizontal straight line.
The corner will be machined exactly, since the feedrate at the end
of the vertical straight line is briefly zero.
G64
G9
Machining direction
Workpiece
Finishing contour edges

 Loading...
Loading...




















