5
08/2005 ShopTurn Functions
5.4 Contour turnin
5
♥ Siemens AG, 2005. All rights reserved
SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition 5-223
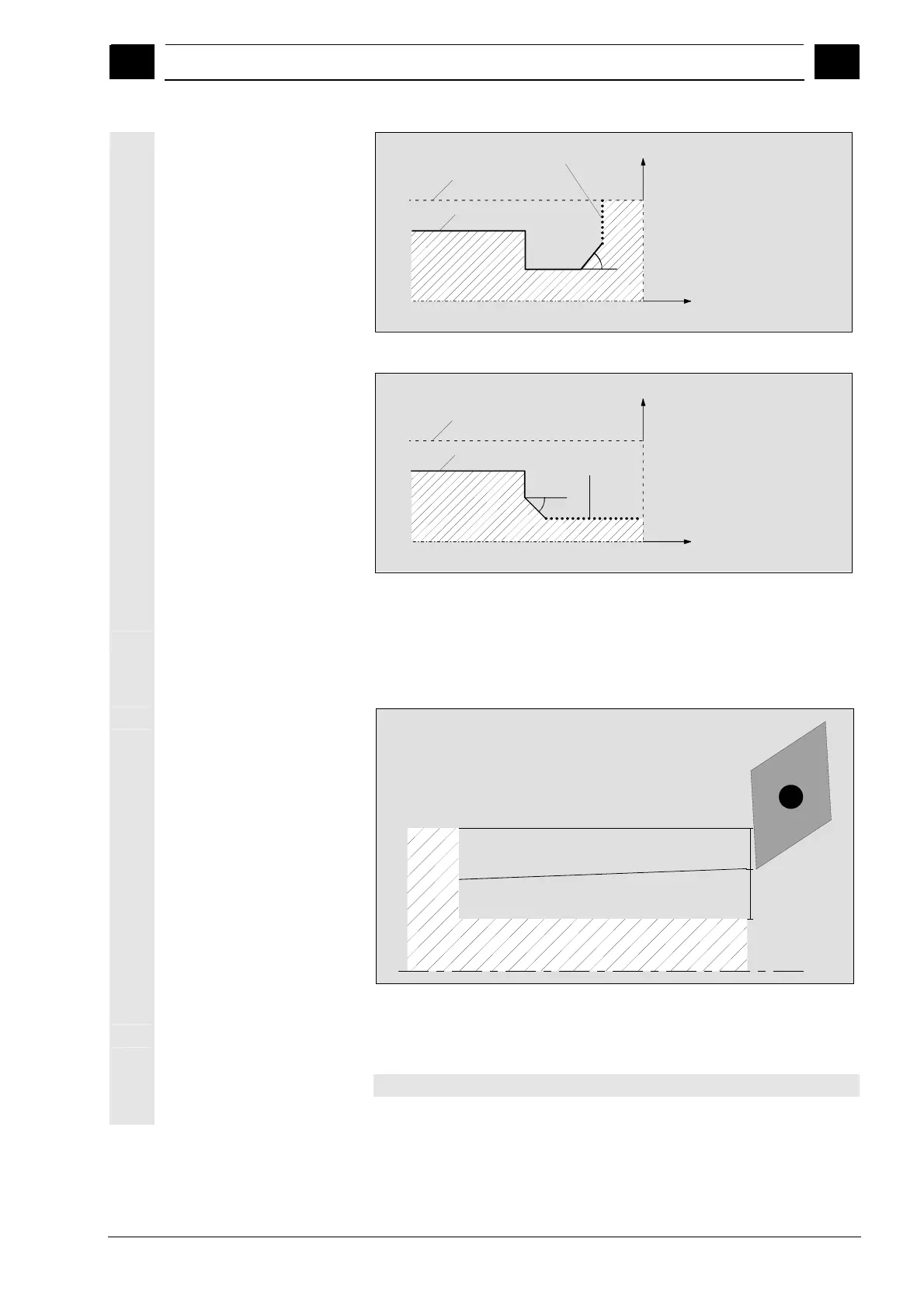
Contour finish
Unmachined part
Finished part
α
α >
1: Finish to top
X
Z
α =45°
Boundary between unmachined and finished parts at the top
Contour finish
Unmachined part
Finished part
α
α = 1
: Finish to side
X
Z
α = − 45°
Boundary between unmachined and finished parts at the side
Alternating cutting depth
Instead of working with constant cutting depth D, you can use an
alternating cutting depth to vary the load on the tool edge and
increase the tool life.
First cut
Second cut
D
D
D - 10%
D - 10%
Alternating cutting depth
The percentage for alternating cutting depth is stored in a machine
data code.
Please also refer to the machine manufacturer's instructions.

 Loading...
Loading...




















