2
08/2005 Setting Up the Machine
2.7 Zero-
oint offsets
2
♥ Siemens AG, 2005. All rights reserved
SINUMERIK 840D sl Operation/Programming ShopTurn (BAT) – 08/2005 Edition 2-73
If you do not want to save the zero-point in the currently active
zero-point offset or in the base offset, select another zero-point
offset (see Sec. "Settings for Manual Mode").
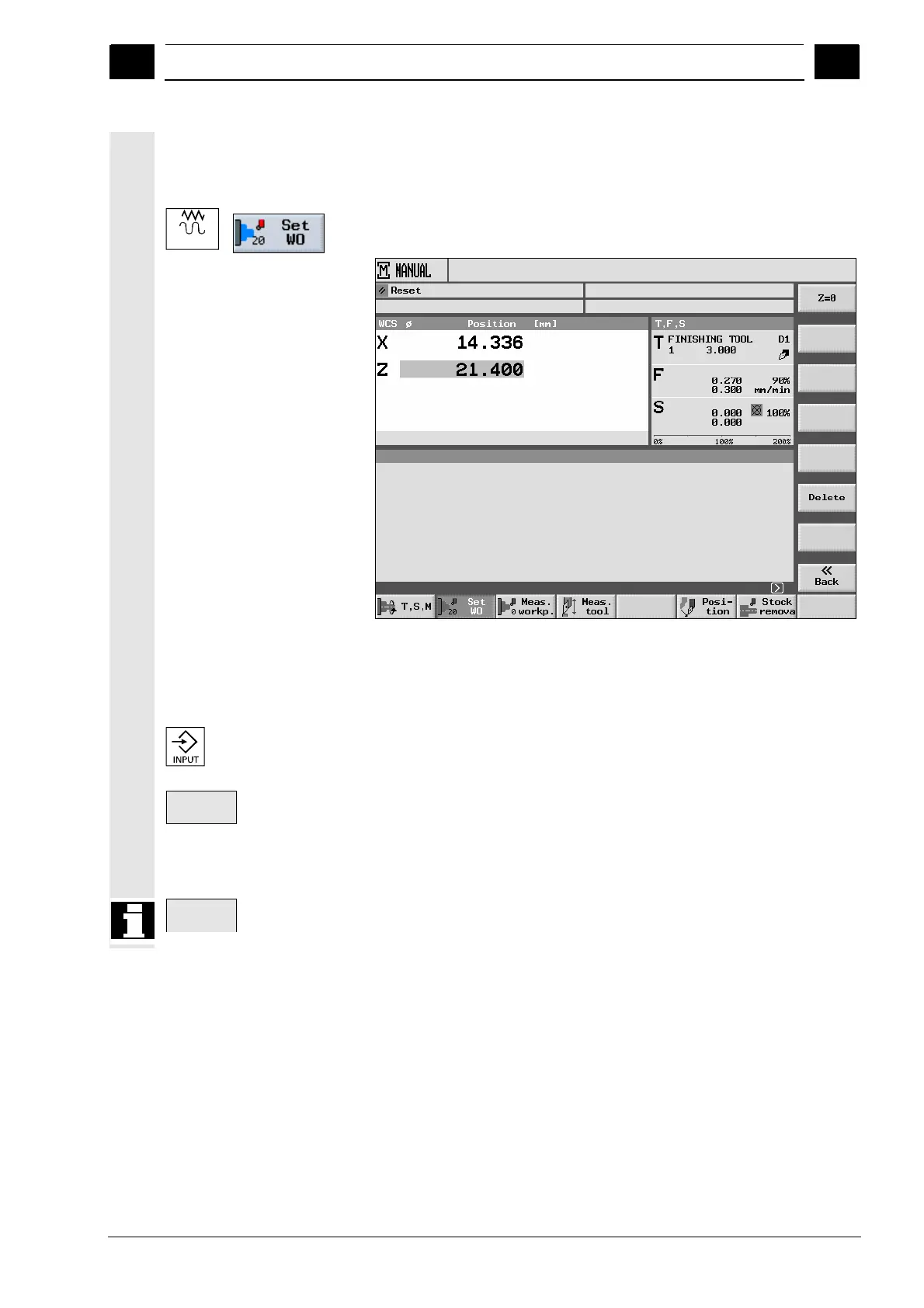
Jog
Select the "Set WO" softkey in "Machine Manual" mode.
Setting the base zero-point offset
Enter the desired new position value for Z or X or Y directly into
the actual value display. You can use the cursor keys to switch
between axes.
Press the "Input" key.
-or-
Z=0
Press the "Z=0" softkey in case the position value is to be set to
zero.
The new zero-point is saved in the currently active zero-point offset or
the base offset.
Delete
If you want to delete the saved zero-point, press the "Delete" softkey.

 Loading...
Loading...




















