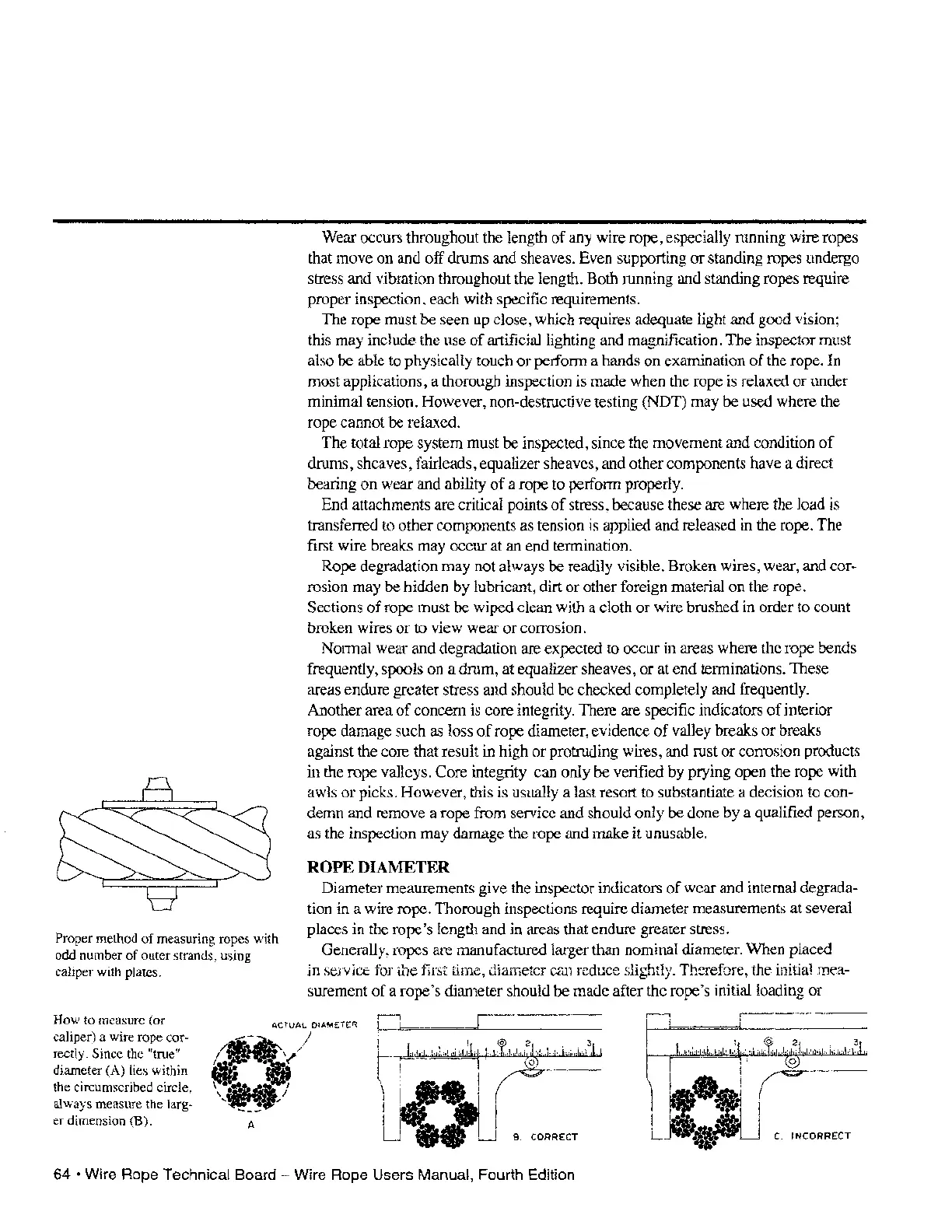
Proper method
of
measuring ropes with
odd number
of
outer strands, using
caliper with plates.
Wear
occurs throughout
the
length of
any
wire
rope, especially running
wire
ropes
that move
on
and off
churns
and
sheaves. Even supporting or standing
ropes
undergo
stress
and vibration throughout
the
length. Both running
and
standing
ropes
require
proper inspection, each
with
specific requirements.
The
rope
must
be
seen
up
close,
which
requires adequate light and good vision;
this
may
include
the
use
of artificial lighting
and
magnification. The inspector must
also
be
able
to
physically touch or perform a hands on examination of
the
rope.
In
most applications, a thorough inspection
is
made
when
the
rope
is
relaxed or under
minimal tension. However, non-destructive testing
(NDT)
may
be
used
where
the
rope cannot
be
relaxed.
The
total rope system must be inspected,
since
the
movement and condition of
drums, sheaves, fairleads, equalizer sheaves, and other components
have
a direct
bearing on wear and ability of a rope
to
perform properly.
End attachments are critical points of stress, because
these
are
where
the
load
is
transferred
to
other components
as
tension
is
applied
and
released
in
the
rope.
The
first
wire
breaks
may
occur
at
an
end termination.
Rope degradation
may
not
always
be
readily visible. Broken wires,
wear,
and
cor-
rosion
may
be
hidden by lubricant, dirt or other foreign material on
the
rope.
Sections of
rope
must
be
wiped clean
with
a cloth or
wire
brushed
in
order
to
count
broken
wires
or
to
view
wear or corrosion.
NOlmal
wear
and
degradation
are
expected
to
occur
in
areas
where
the
rope
bends
frequently, spools
on
a drum,
at
equalizer sheaves, or
at
end terminations. These
areas
endure greater stress
and
should
be
checked completely
and
frequently.
Another area of concern
is
core integrity. There
are
specific indicators of interior
rope
damage such
as
loss
of
rope diameter, evidence of
valley
breaks or
breaks
against
the
core that result
in
high or protruding wires,
and
rust or corrosion products
in
the
rope valleys. Core integrity
can
only
be verified
by
prying open
the
rope
with
awls
or picks. However,
this
is
usually a
last
resort
to
substantiate a decision
to
con-
demn
and
remove a rope from service and should only
be
done
by
a qualified person,
as
the
inspection
may
damage
the
rope
and
make it unusable.
ROPE
DIAMETER
Diameter meaurements give
the
inspector indicators of wear and internal degrada-
tion in a
wire
rope. Thorough inspections require diameter measurements
at
several
places in
the
rope's length and
in
areas
that endure greater stress.
Generally, ropes are manufactured larger than nominal
diameter.
When placed
in
service
for
t'1e
first time, diameter can reduce
slig;.~t1y.
Therefore,
the
initial
mea-
surement of a rope's diameter should
be
made
after
the
rope's initial loading or
How to measure (or
caliper) a wire rope
cor-
rectly. Since the "true"
diameter (A) lies within
the circumscribed circle,
always measure the
larg-
er dimension (B).
ACTUAL DIAMETER
~/
~"(!~~-
\ I
, /
---
A
C.
INCORRECT
64'
Wire Rope Technical Board - Wire Rope Users Manual, Fourth Edition