19
3.3 CUTTING OPERATION (continued)
When using a machine torch, the torch should be aligned
perpendicular to the workpiece to obtain a clean, vertical
cut. Use a square to align the torch (see Figure 3-D).
The torch can be activated by remote control pendant or by
remote interface device. Start cutting slowly and increase
the speed to obtain the desired cut quality. Figures 3-H
and 3-I (page 24-25) contain typical cutting speeds for
various materials and material thicknesses.
To start a cut at the plate edge, line up the center of the
torch along the edge of the plate and press the control
switch. The transferred cutting arc will then be established
at the plate edge. Adjust cutting speed for optimum
cutting performance.
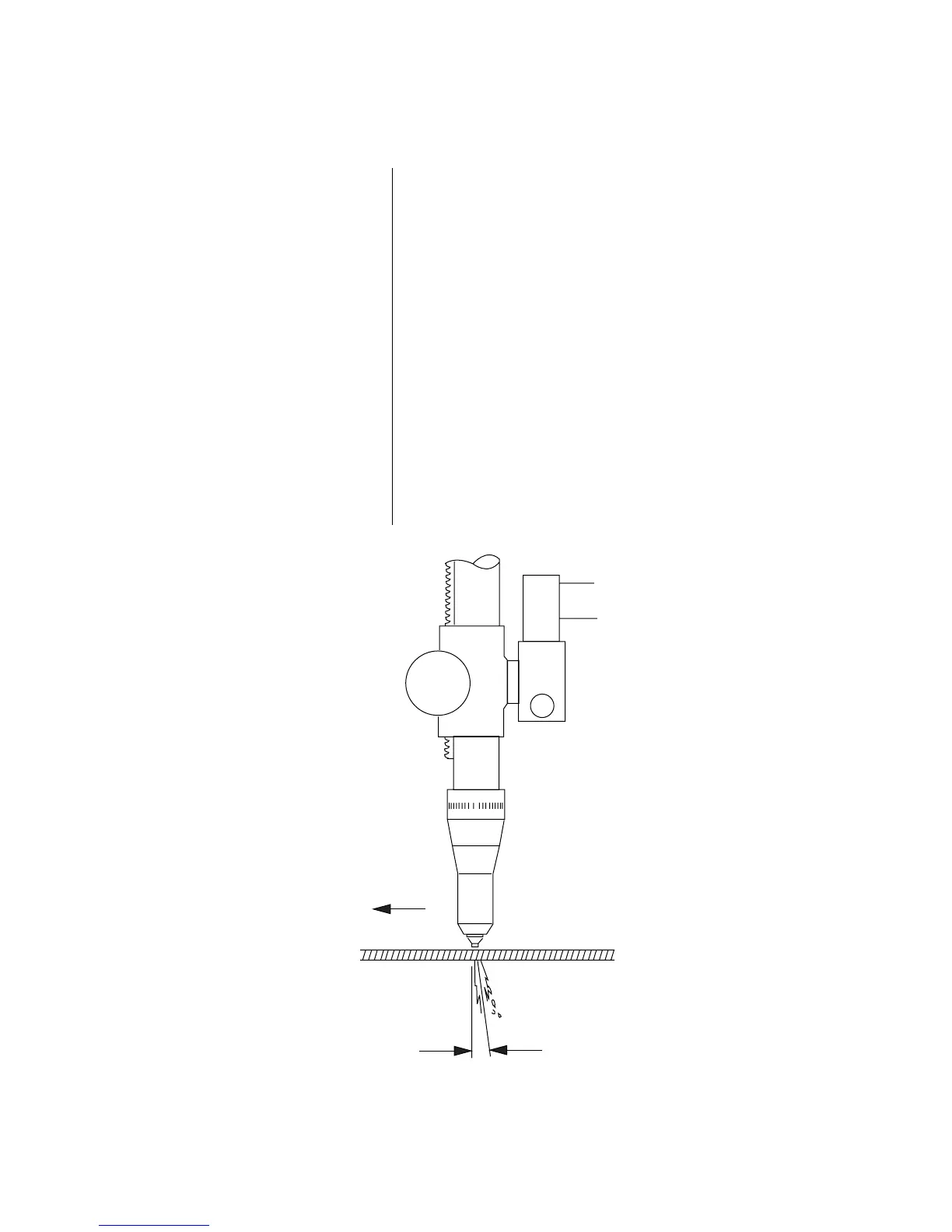
The arc characteristics vary with gases used, cutting speed,
material, and thickness. Air plasma normally produces a 5°
leading arc (on mild steel) or a straight arc (on stainless or
aluminum), while nitrogen plasma generally creates a 5°
trailing arc (see Figure 3-E).
Figure 3-E Machine Torch Operation
Cutting with a
Machine Torch
(continued)
OPERATION
Five Degree
Trailing Arc
Torch Travel
A-01475
 Loading...
Loading...