24
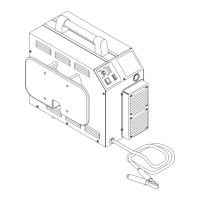
When hand cutting, cutting speeds primarily depend on
the material being cut, the thickness, and how fast the
operator can comfortably and accurately follow the line.
The following charts show optimum cutting speed ranges
for most materials using a machine torch with air plasma/
air secondary and nitrogen plasma/CO2 secondary. The
data was obtained using 1/8 in (3 mm) standoff.
3.7 CUTTING SPEEDS
Figure 3-H PAK 1250 XR Cutting Speeds - Air Operation
OPERATION
AIR/AIR ON MILD STEEL
Range III
Range II
Range I
Inches per Minute 50 100 150 200 250 300 350 400
Meters per Minute 1.27 2.54 3.81 5.08 6.35 7.62 8.89 10.16
(mm) (gage) (in)
1.00
0.75
0.50
0.25
0.125
0.62
MATERIAL THICKNESS
25
20
15
10
5
4
8
12
16
CUTTING SPEED
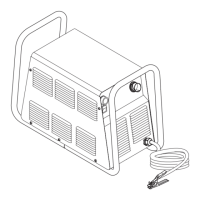
AIR/AIR ON ALUMINUM
Range III
Range II
Range I
Inches per Minute 50 100 150 200 250 300 350 400
Meters per Minute 1.27 2.54 3.81 5.08 6.35 7.62 8.89 10.16
(mm) (gage) (in)
1.00
0.75
0.50
0.25
0.125
0.62
MATERIAL THICKNESS
25
20
15
10
5
4
8
12
16
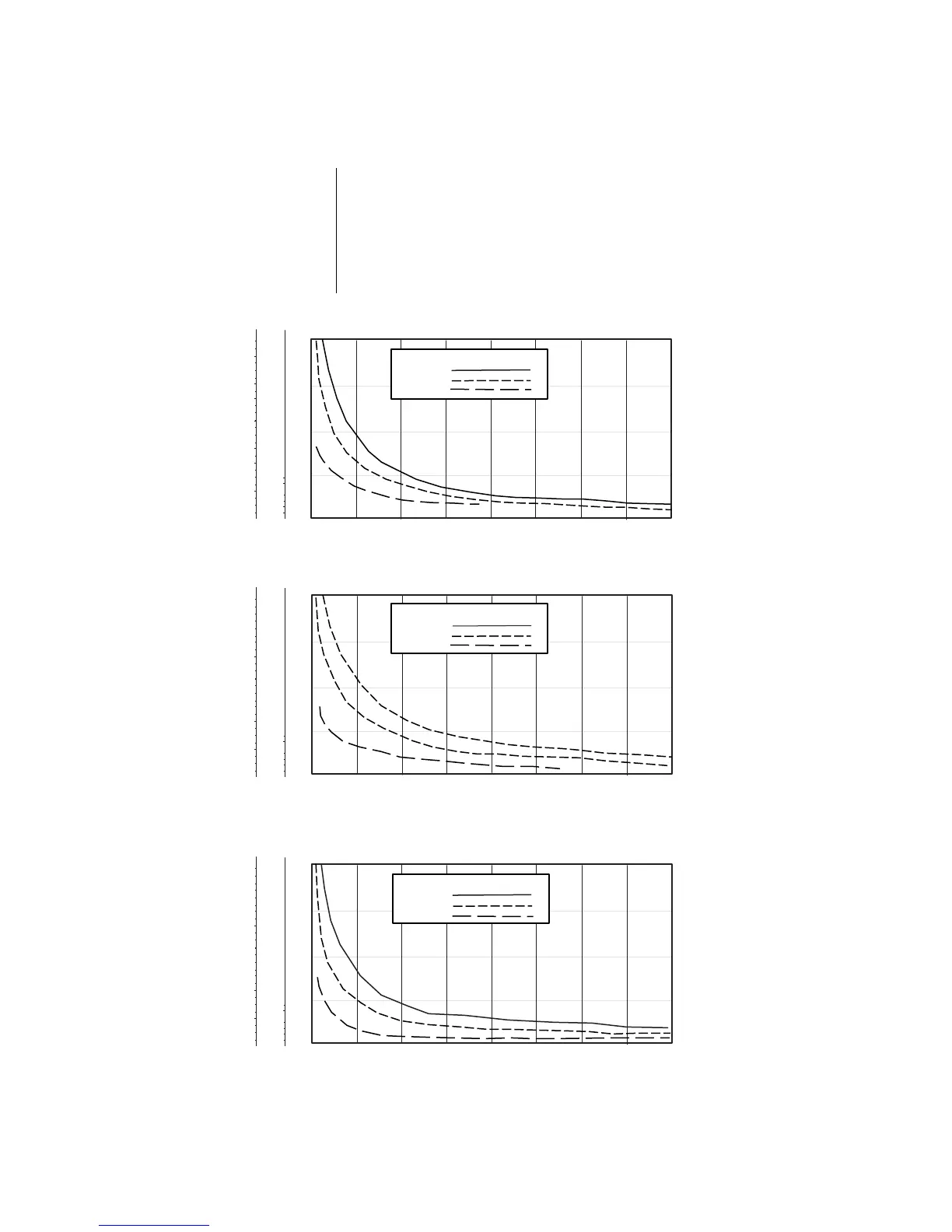
AIR/AIR ON STAINLESS
Range III
Range II
Range I
Inches per Minute 50 100 150 200 250 300 350 400
Meters per Minute 1.27 2.54 3.81 5.08 6.35 7.62 8.89 10.16
(mm) (gage) (in)
1.00
0.75
0.50
0.25
0.125
0.62
MATERIAL THICKNESS
25
20
15
10
5
4
8
12
16
A-01478
CUTTING SPEED
CUTTING SPEED
 Loading...
Loading...