ADTECH9 Series CNC Programming Manual
2.3.4. Notes for tool radius compensation
(1) Specifying the compensation
The compensation is specified by D instruction and compensation No. Once D instruction is specified, this
instruction is always valid until new D instruction is specified. P170 error will occur if specified with H
instruction.
In addition to specifying the compensation of tool radius compensation, D instruction also can be used as the
compensation value of tool position compensation.
(2) Changing compensation
The compensation is usually changed after radius compensation mode is canceled and another tool is selected;
in compensation mode, when the compensation is changed, the vector of segment end point is calculated
according to the compensation specified by the segment.
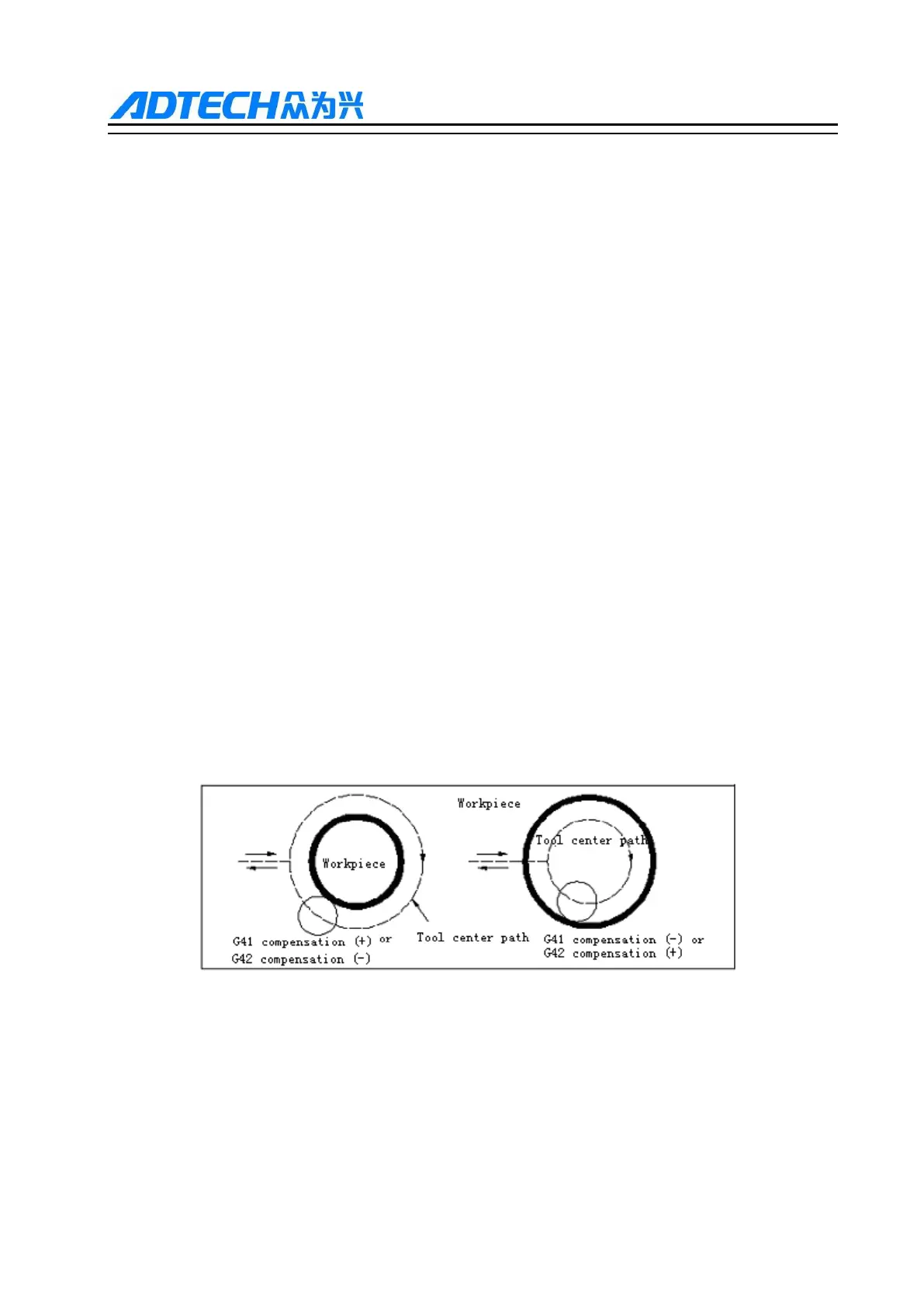
(3) Compensation symbol and tool center path
If the compensation is negative (-), it is same to G41 and G42 switched circles; but the rotation outside of
workpiece turns into inside rotation, and the inside rotation turns into outside rotation.
Generally, the compensation is made into program with positive (+) symbol. In the figure below, the tool
center path in the left will be as in the right if the compensation turns to negative. Therefore, the processing
shown in the figure below only needs to select the tolerance of them, adds in appropriate compensation, and
then cut into two shapes with one program.