ADTECH9 Series CNC Programming Manual
G00 Programming Diagram
2.1.3. Linear interpolation (G01)
Function:
G01 changes current interpolation state into linear interpolation, tool moves to specified position from current
position, and the track is a straight line from start point to end point.
Format:
G01 X_ Y_ Z_ α_ F_; (α is additional axis)
X Y Z α is coordinate value; absolute or increment programming mode is
determined according to G90 or G91 state specified by the program.
F indicates the speed of linear motion (unit: mm/min)
Details:
This instruction changes other G functions, and G01 is always valid until G00, G02 or G03 instruction of same
group (01) appears. If the next instruction is still G01 and the feeding speed is same, G01 can be ignored. If the
program segment in which G01 instruction appears for the first time doesn’t have F instruction, there will be
error.
Example:
The feeding speed of rotation axis is expressed in °/min. (F300=300°/min)
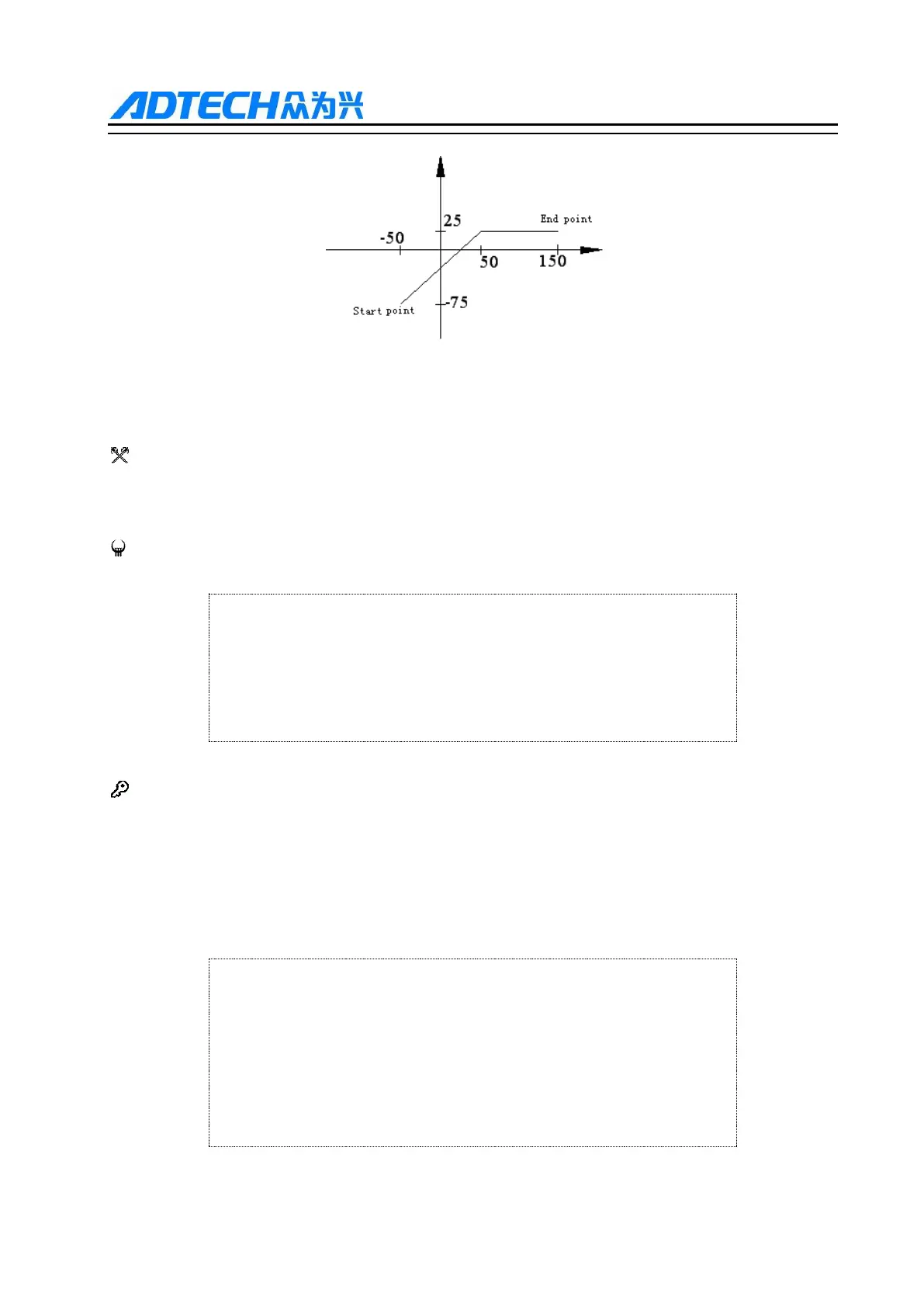
Suppose that the current point of the tool is X-50. Y-75., the following
program segment
N1 G01 X150. Y25. F100 ;
N2 X50. Y75.;
will make the tool have the track shown in the figure below.