ADTECH9 Series CNC Programming Manual
2.2.2. Auto return from reference point (G29)
Function:
This instruction makes the axis move from reference point to instruction position through center point at the
feeding speed of quick positioning; the position of center point is confirmed by previous G28 instruction.
Format:
G29 X_ Y_ Z_α_; (α is additional axis)
X YZ α indicate the coordinates of end point of the tool motion.
Details:
Generally, after this instruction is used for G28, the instructed axis is on reference point or second reference
point.
In increment value mode, the instruction value is the distance from center point to end point (instruction
position).
In program, the specific movement amount from center point to reference point doesn’t need to be calculated.
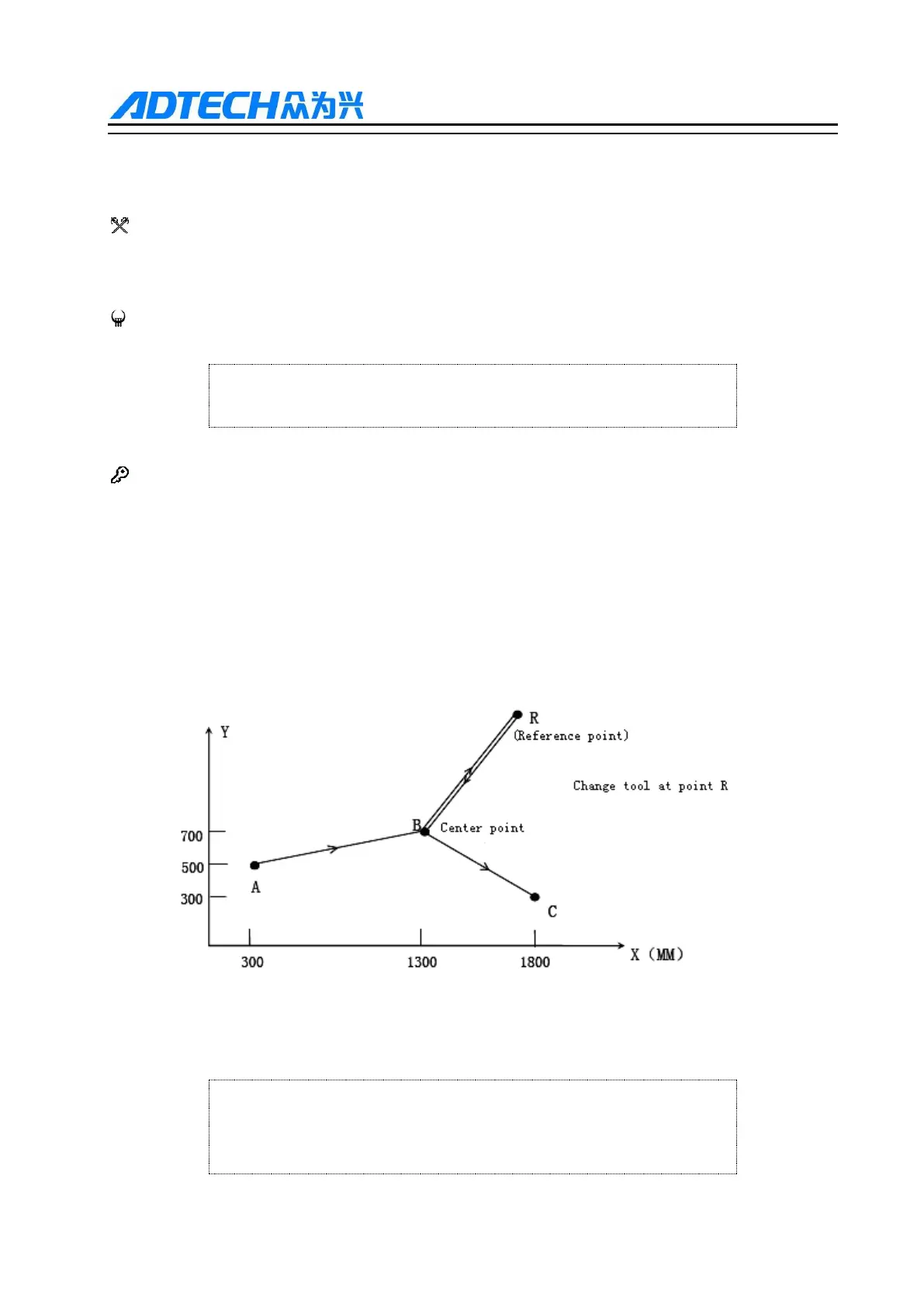
G28, G29 example:
G28, G29 Usage Diagram
G28 X1300.0 Y700.0; (A→B program)
………………………
G29 X1800.0 Y300.0; (B→C program)