ADTECH9 Series CNC Programming Manual
next segment. The distance of every feeding is specified by hole processing parameter Q, which is
always positive; the value of d is specified by 532# machine tool parameters.
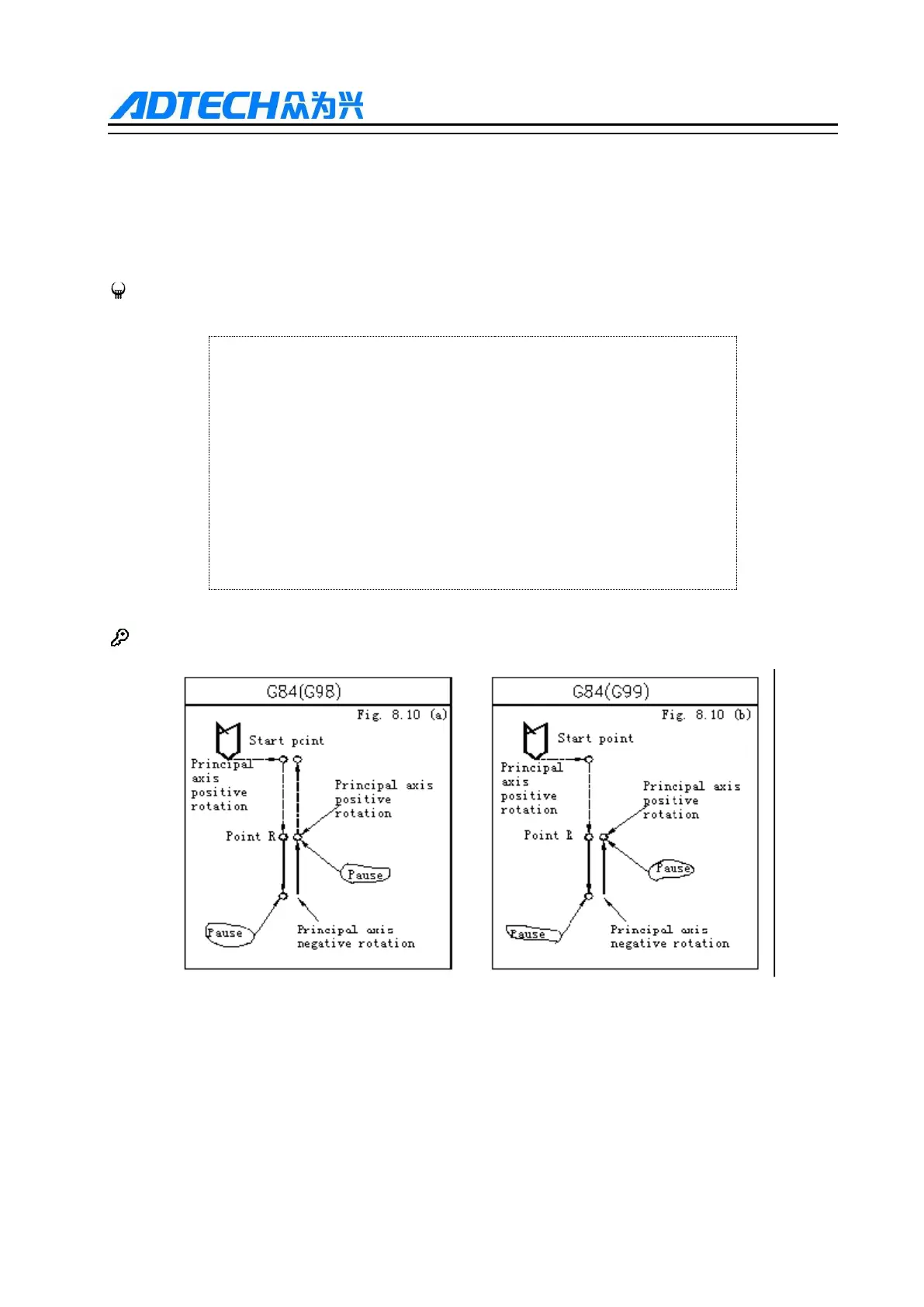
2.4.7. Tapping cycle (G84)
Format:
G84 X_ Y_ Z_ R_ P_ F_(D_)
X_Y_ :thread position
Z_ :threaded hole bottom position
R_ :point of tool feeding /retreating
P_ :Dwell time at the bottom of hole
F_(D_) :convert to the feeding speed according to screw distance, or
specify the screw distance with D_ directly
K_ :repeat times (if necessary)
Details:
Taping Cycle Diagram
The sequence of actions is as follows:
1. Quickly locate it to the hole (X Y, but the tool maintains the original height)
2. Quickly locate it to point R
3. Tapping starts, and spindle reverses
4. Cut to the bottom position of the hole (Z) with the set cutting feedrate and spindle speed
5. Spindle stops; if P is specified, it pauses at hole bottom (P) ms