ADTECH9 Series CNC Programming Manual
retraction amount (mm), and the depth of every feeding is determined by hole processing parameter Q.
This fixed cycle is mainly used for processing holes with small diameter/depth ratio (e.g. Φ5, depth 70), and Z
axis lift has the effect of chip breaking after cutting and feeding every segment.
2.4.2. Left-hand Thread tapping cycle (G74)
Format:
Format G74 X_ Y_ Z_ R_ F_(D_)
X_Y_ :thread position
Z_ :Threaded hole bottom position
R_ :point of tool feeding/ retreating
P_ :Dwell time at the bottom of hole
F_(D_) :convert to feeding speed according to screw distance, or specify the
distance with D
K_ :repeat times (If necessary)
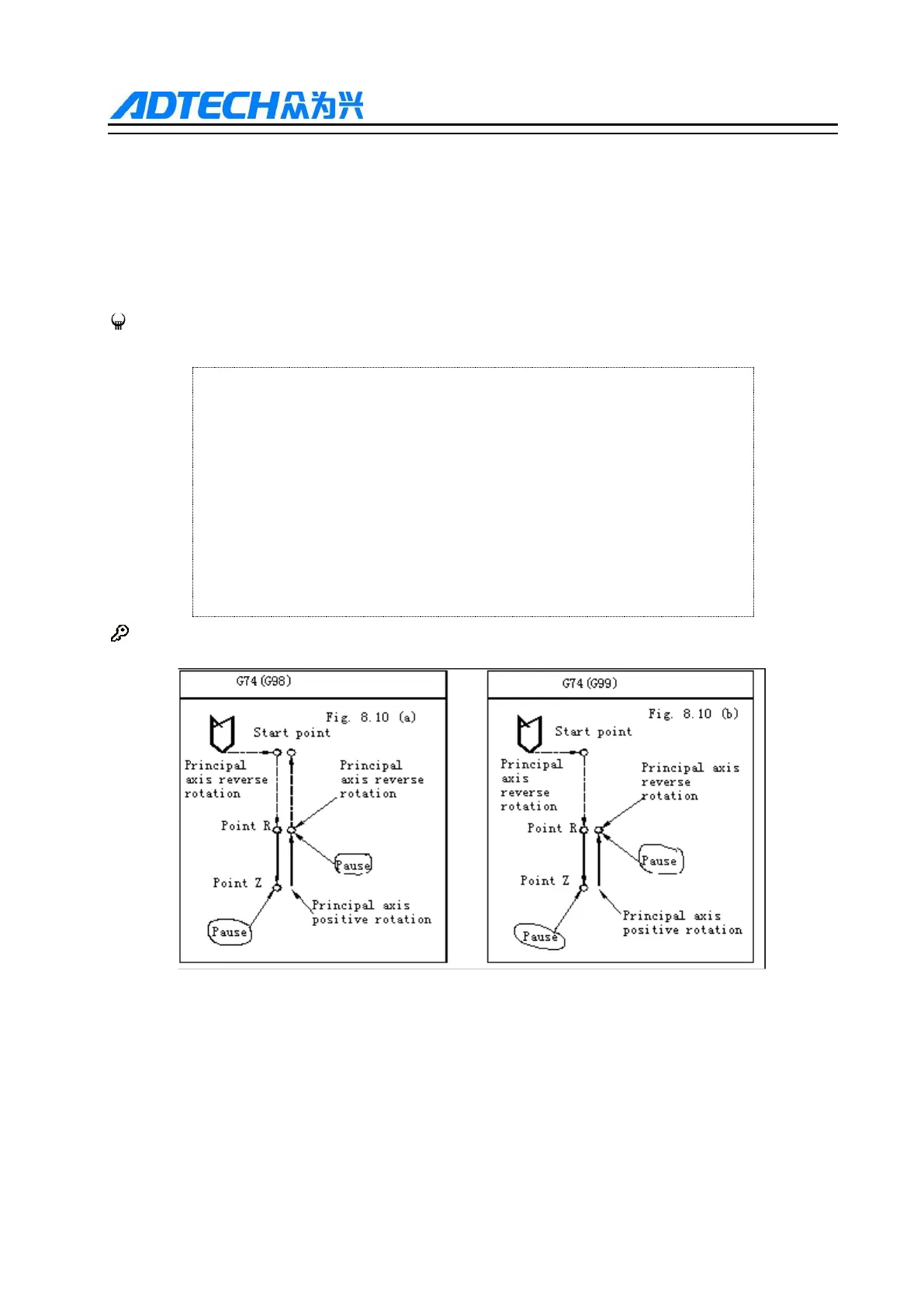
Details:
Left-hand Thread Taping Cycle Diagram
The sequence of actions is as follows:
Quickly locate it to the hole (X Y, but the tool maintains the original height)
Quickly locate it to point R
Tapping starts, and spindle reverses
Cut to the bottom position of the hole (Z) with the set cutting feedrate and spindle speed