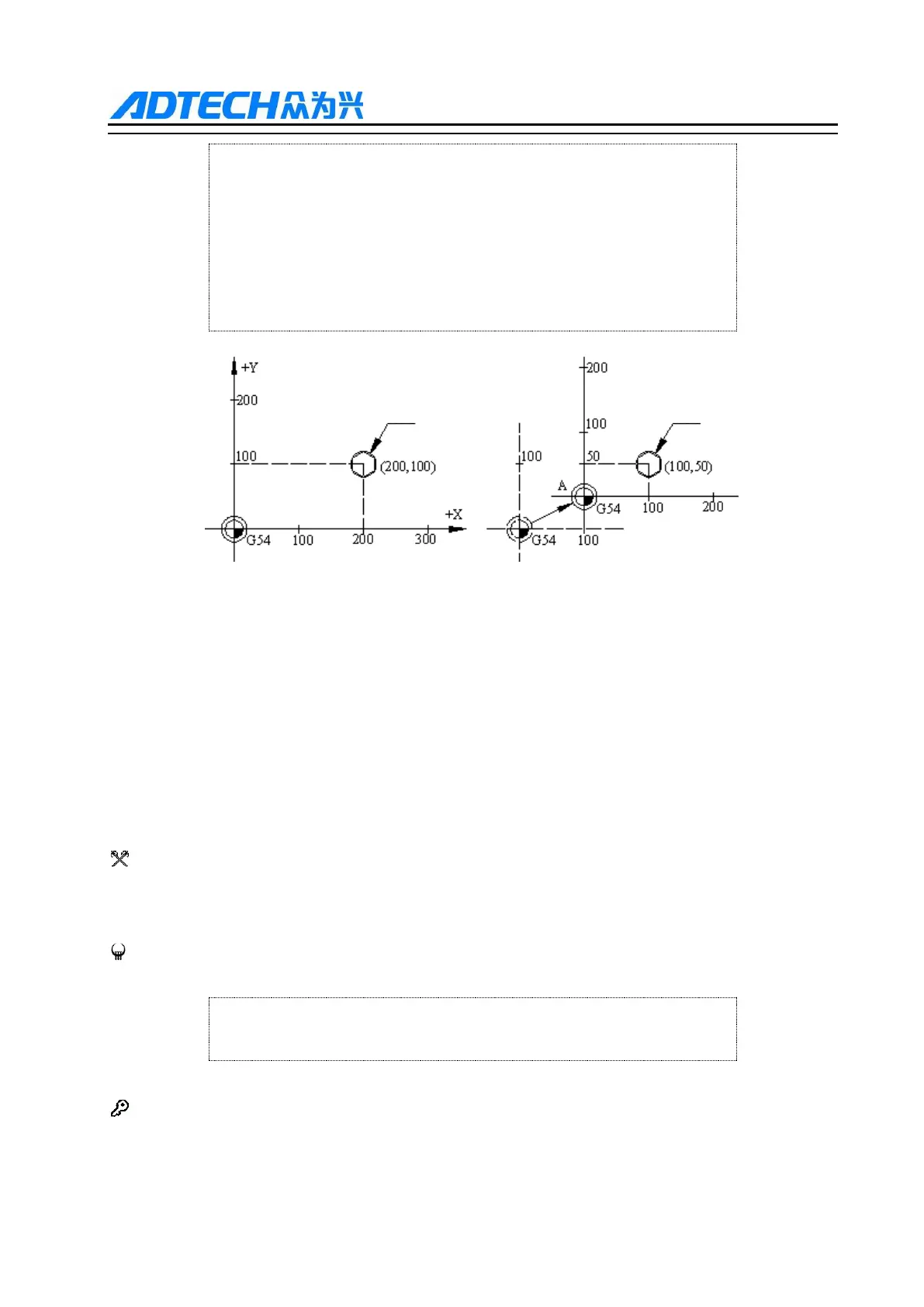
The origin of new coordinate system offsets to the position A in the lower
right figure;
The offset of coordinate system is (100, 50), (the difference between the
coordinates of the tool in original coordinate system and IP_ instruction
value).
The coordinates of the tool in new coordinate system are (100, 50).
G92 Instruction Function Diagram
2.2
Gfunction related to reference point
The machine tool coordinate system is created through returning to reference point after NC is electrified every
time. The reference point is a fixed point on the machine tool, and its position is determined by the installation
position of stopper switch of every axis and the home position of the servo motor of every axis. When this
machine tool returns to the reference point, the coordinates of the reference point in the machine tool
coordinate system is X0, Y0, Z0.
2.2.1. Auto return to reference point (G28)
Function:
This instruction makes the axis return to reference point of the machine tool through the center point specified
by IP at the feeding speed of quick positioning.
Format: