ADTECH9 Series CNC Programming Manual
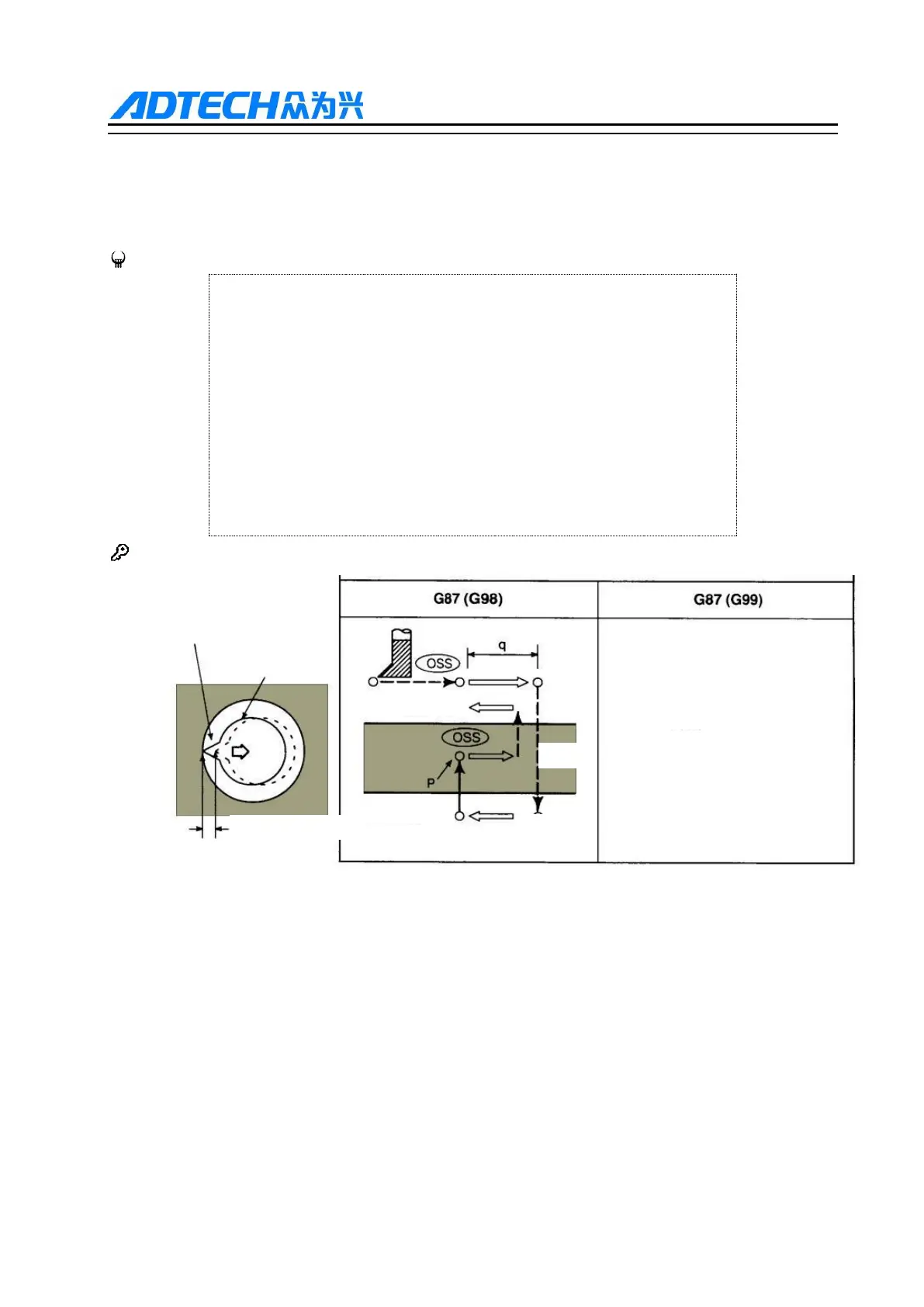
2.4.10. Back boring cycle (G87)
This cycle performs precision boring
Format:
R_ Note: Here R is the position of hole bottom
Q_ Offset of tool in X direction
P_ Dwell time at the bottom of hole
Details:
(Note: The offset of Q at the bottom of hole is the modal value stored in the fixed cycle. It must be specified
carefully, because this value can also be used as the cutting depth of the G73 and G83 commands. In addition,
since this command requires the spindle to position the borehole, so only the servo spindle can execute this
command).
The sequence of actions can be as follows:
1. Perform G00 command to quickly locate to the positions of X and Y coordinates
2. Perform spindle positioning (Note: Perform servo spindle zeroing--by setting the spindle parameter [No. 15
spindle return-to-zero offset (Angle)] so that the boring tool tip is parallel to the X-axis negative direction)
3. The tool moves Q_in the opposite direction of the tool tip using X-axis (note: this offset Q_ is a relative
movement amount)