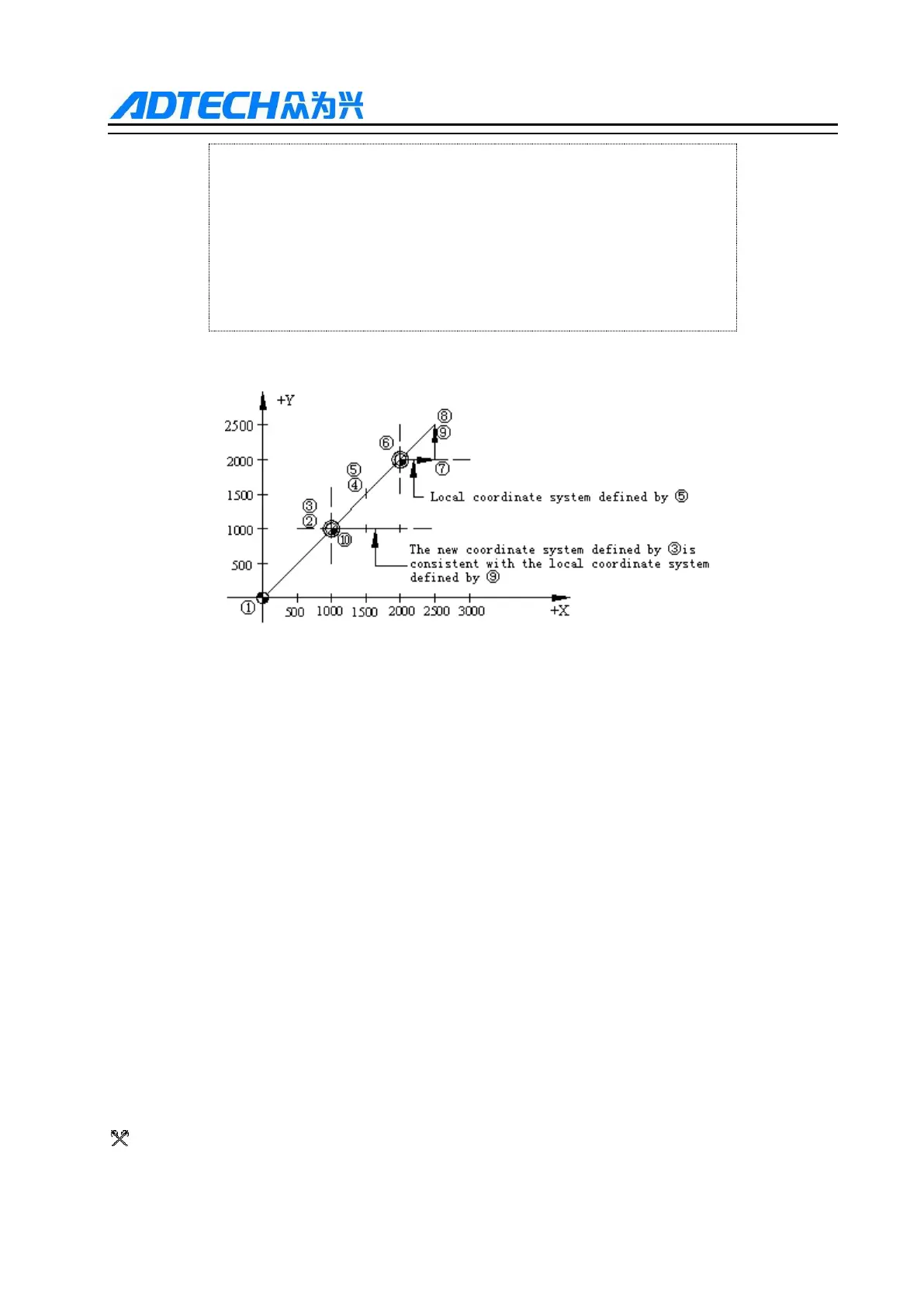
Local Coordinate System Usage Diagram in Absolute Value Mode
2.3
Tool compensation G function
CNC programming is considered as the motion track of a point; however, the tool has certain length or radius,
and therefore the motion track of tool point during part contour machining isn’t the actual contour of the part;
they have the difference of a tool length or radius; to make the motion track of tool point coincide with the
actual contour, it must offset a distance, which is called tool compensation.
Tool compensation consists of length compensation and radius compensation. The tool length is different or
wears due to long time cutting, and thus the length compensation is required. Radius compensation is required
because the actual processing tool always has certain tool radius or tip arc radius, and therefore there is a
difference of tool radius between tool point motion track and the actual contour of the part during part contour
processing. To make the motion track of tool point coincide with the actual contour, it is necessary to offset a
tool radius, which is tool radius compensation.
2.3.1. Tool length compensation (G43, G44, G49)
Function:
Assume the difference between tool length and actual tool length when correct the programming.