ADTECH9 Series CNC Programming Manual
4. Perform G00 fast positioning to the bottom of the hole (Point R)
5. The tool moves Q_ in the direction of the tool tip using X-axis (note: this offset Q_ is a relative movement
amount)
6. Perform M03 spindle forward rotation
7. Execute the action of which G01moves to the Point Z in the positive direction of the Z-axis from the empty
borehole
8. Perform spindle positioning (perform servo spindle zeroing--by setting the spindle parameter [No. 15
spindle return-to-zero offset (Angle)] so that the boring tool tip is parallel to the X-axis negative direction)
9. The tool moves Q_ in the opposite direction of the tool tip using X-axis (note: this offset Q_ is a relative
movement amount)
10. Perform G00 Z axis positioning to the starting position
11. The tool moves Q_ in the direction of the tool tip using X-axis (note: this offset Q_ is a relative movement
amount)
12. Perform M03 spindle forward rotation
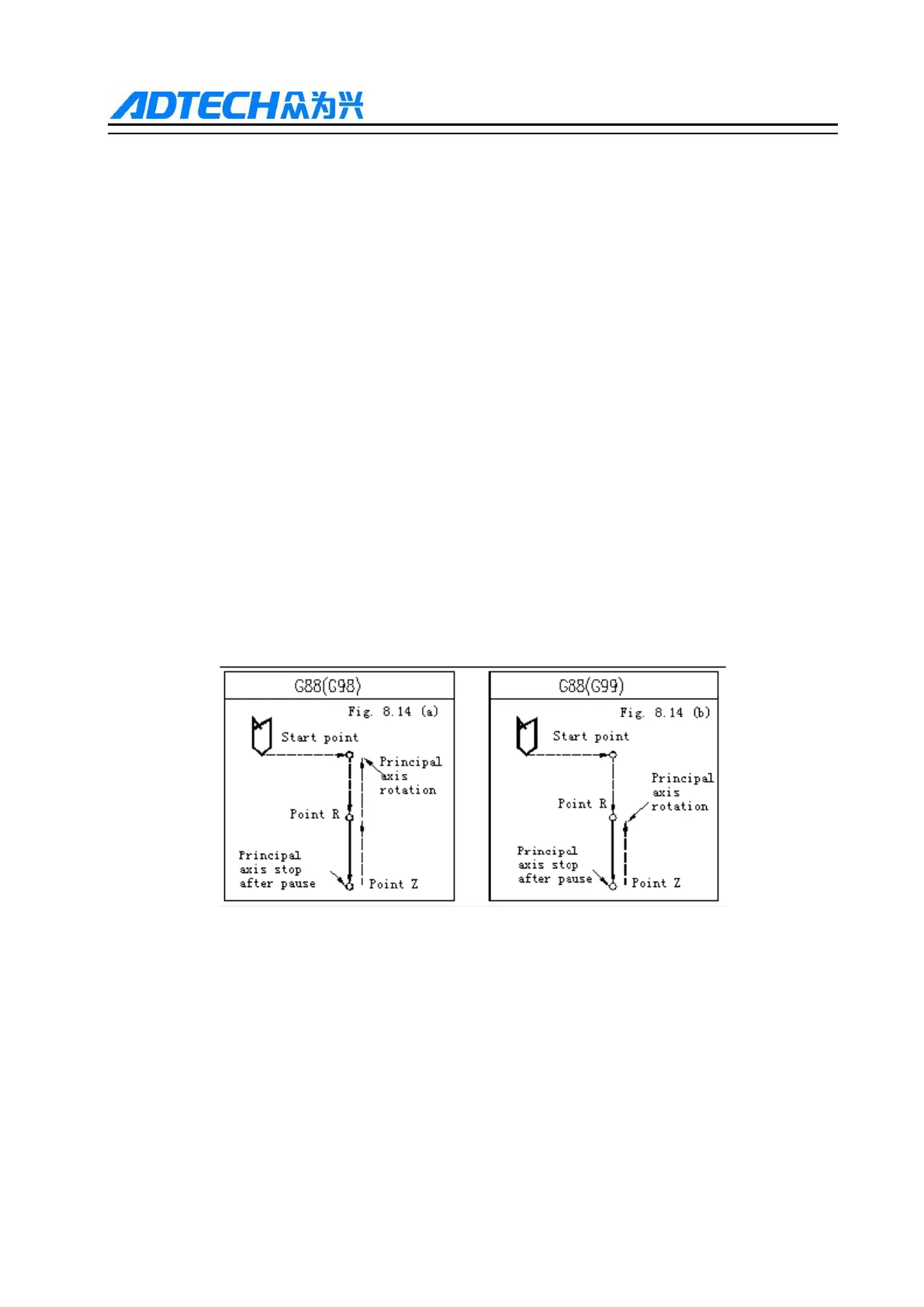
2.4.11. Boring cycle (G88)
The fixed cycle G88 has manual return function and is used for boring.
Boring Cycle (G88) Diagram
2.4.12. Boring cycle (G89)
The fixed cycle G88 has manual return function and is used for boring.