32
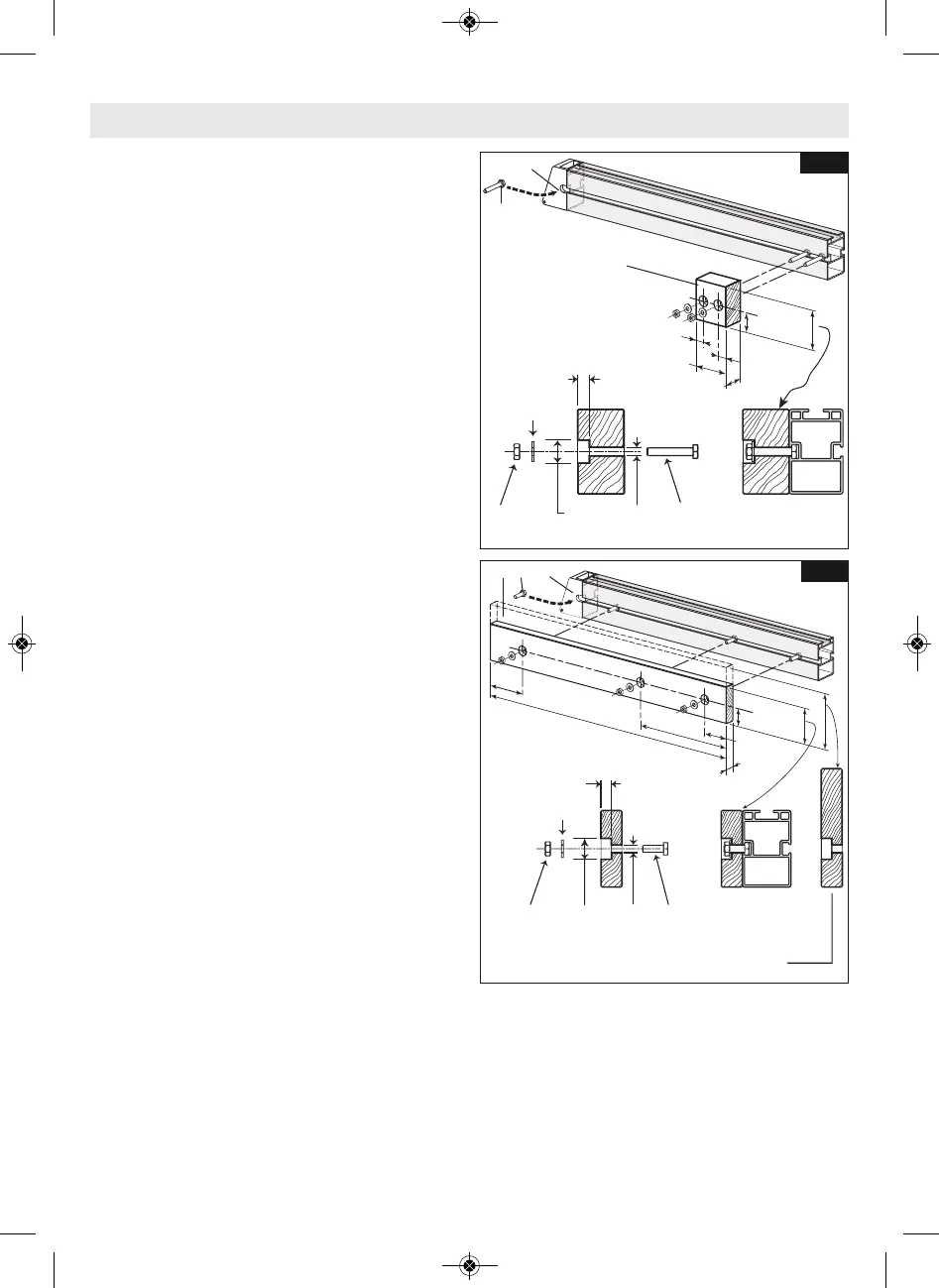
MAKING THE FACING BLOCK
The facing block should be made of 1-1/2
inch (38mm) thick wood – Figure 42 shows
dimensions to make a facing block.
Parts Required:
- 1-1/2” thick wood board cut to size (1)
- 1/4 x 20 x 1-1/2” long hex. head ma-
chine screws (2)
- 1/4” Washers (2)
- 1/4 x 20 machine nuts (2)
The facing block is made to the same height
(2-3/4" [70mm]) as the rip fence and can
work with the blade guard system in place
when cutoff pieces are 1-1/2 inches (38mm)
or greater. Cut the board to the size shown,
drill through 9/32" (7mm) holes, then
counter-sink each hole (down 3/8 inch
[9.5mm]) using a 3/4 inch (19mm) drill bit.
Assembly:
A. Place the hex. head 1 of each machine
screw into the recess 2 in the rear rip
fence housing – then slide each screw
forward to the locations shown.
B. Place facing block 3 over screws.
C. Place washers over screw threads.
D. Thread and tighten the nuts onto the
screws.
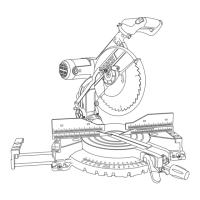
MAKING RIP FENCE AUXILIARY FACING
When using dado or molding head acces-
sories, an auxiliary facing board should be
used. This will help prevent damage to the
aluminum rip fence. The facing should be
made of 3/4 inch (19mm) thick wood – Figure
43 shows dimensional plans to make a facing
board to fit this saw.
Parts Required:
- 3/4" (19mm) thick wood board (solid or
plywood) cut to size
- Three (3) 1/4 x 20 x 3/4" long hex. head
machine screws
- Three (3) 1/4" Washers
- Three (3) 1/4 x 20 machine nuts
The facing is made to the same height (2-3/4"
[70mm]) as the rip fence and can work with
the blade guard system in place when moving
the rip fence to contact the blade. The taller
facing design (4-1/4” [108mm]) is optional
and can be used for clamping on other acces-
sories. Cut the board to the size shown, drill
through 9/32" (7mm) holes, then counter-
sink each hole (down 3/8 inch [9.5mm])
using a 3/4 inch (19mm) drill bit.
Assembly:
A. Place the hex. head 1 of each machine
screw into the recess 2 in the rear rip
fence housing – then slide each screw
forward to the locations shown.
B. Place facing board 3 over screws
C. Place washers over screw threads
D. Thread and tighten the nuts onto the
screws.
Basic Table Saw Operation