229
POWERHEAD
POWERHEAD INSPECTION
11
Cylinder Bore
Use a Cylinder Bore Gauge to inspect each cylin-
der bore for an out-of-round, oversize, or t apered
condition. Be sure the gauge is perfectly square in
the bore when measuring.
Measure each cylinder in at least two areas. Each
area should be measured twice. The dif ference
between th e two measurement s in each a rea is
the cylinder out-of-round dimension.
• The cylinder must not be out-of-round by more
than 0.004 in. (0.10 mm).
The dimensional dif ference between the two
areas is cylinder taper.
• The cylind er t aper must n ot exceed 0.002 in.
(0.05 mm).
The difference between the measurement s and
standard bore is cylind er oversize. For dimen-
sions, refer to SERVICE S PECIFICATIONS on
p. 10.
• The cylinder must not be oversized by more
than 0.003 in. (0.08 mm).
Pistons
Visually inspect pisto ns for signs o f abn ormal
wear, scuffing, cracks, or burning.
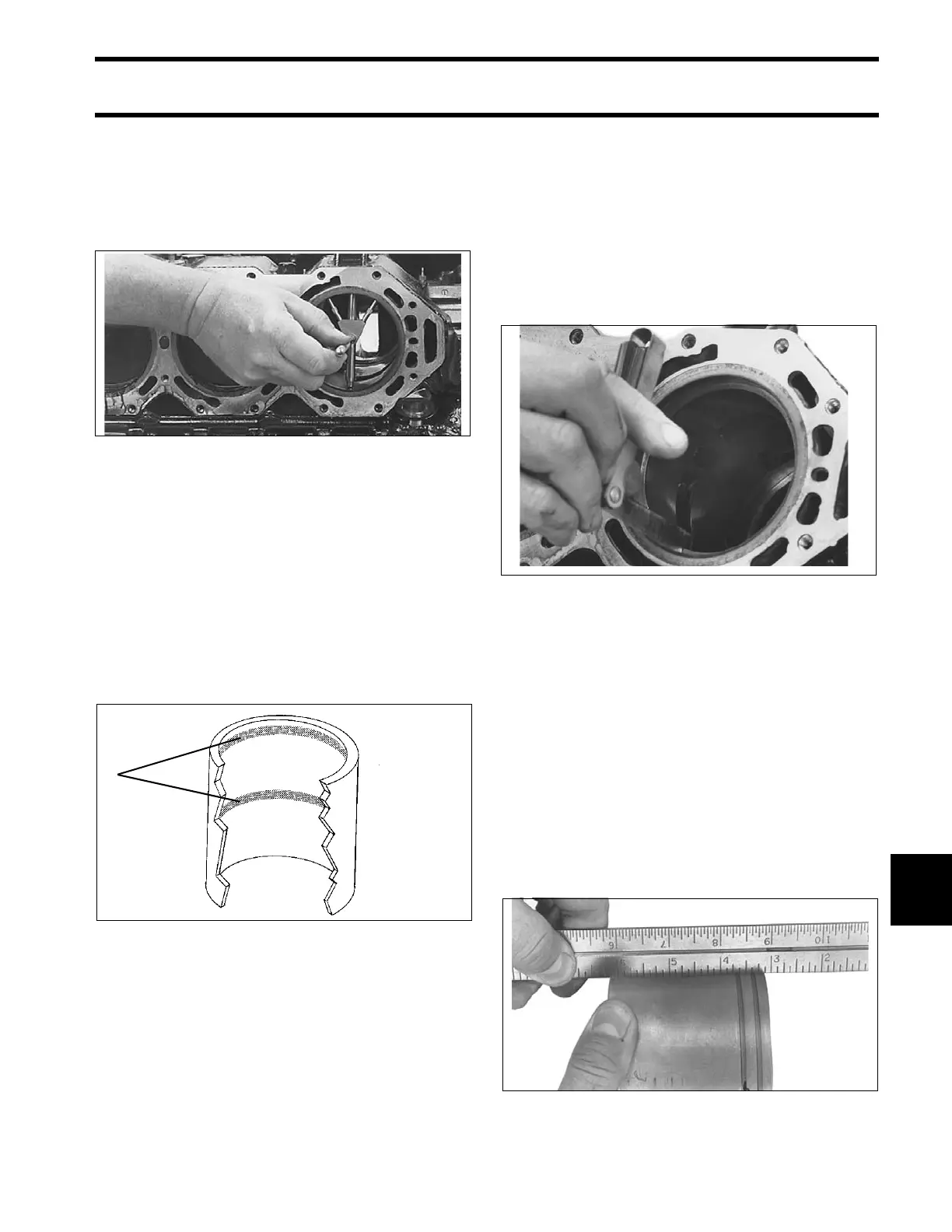
Piston Rings
For new ring sets, place each ring separately in its
respective bore. Use a piston to square the ring in
the cylinder. Use a feeler ga uge to me asure the
ring end gap.
Ring end gap should be:
• 0.022 to 0.028 in. (0.56 to 0.71 mm)
IMPORTANT: Ring end g ap increases ap proxi-
mately 0.003 in. (0. 076 mm) for e ach 0 .001 in.
(0.025 mm) incre ase in cylinder bor e diamete r.
DO NOT exceed cylinder oversize dimension.
Use a machinist’s straightedge to check for proper
ring clea rance. Position piston rings o n p iston.
Push rings into groove and hold straightedg e
against the side of the piston. Rings must be even
or just be low the surface of piston . Rings must
move freely in piston ring groove.
Measure as shown 49427
1. Cylinder taper DR1119
49433
31796