1-16
GENERAL INFORMATION
TIGHTENING TORQUE
Tightening torque – general bolt
NOTE:
These values are only applicable when torque for a general bolt is not listed in the “Important Fasteners”
table.
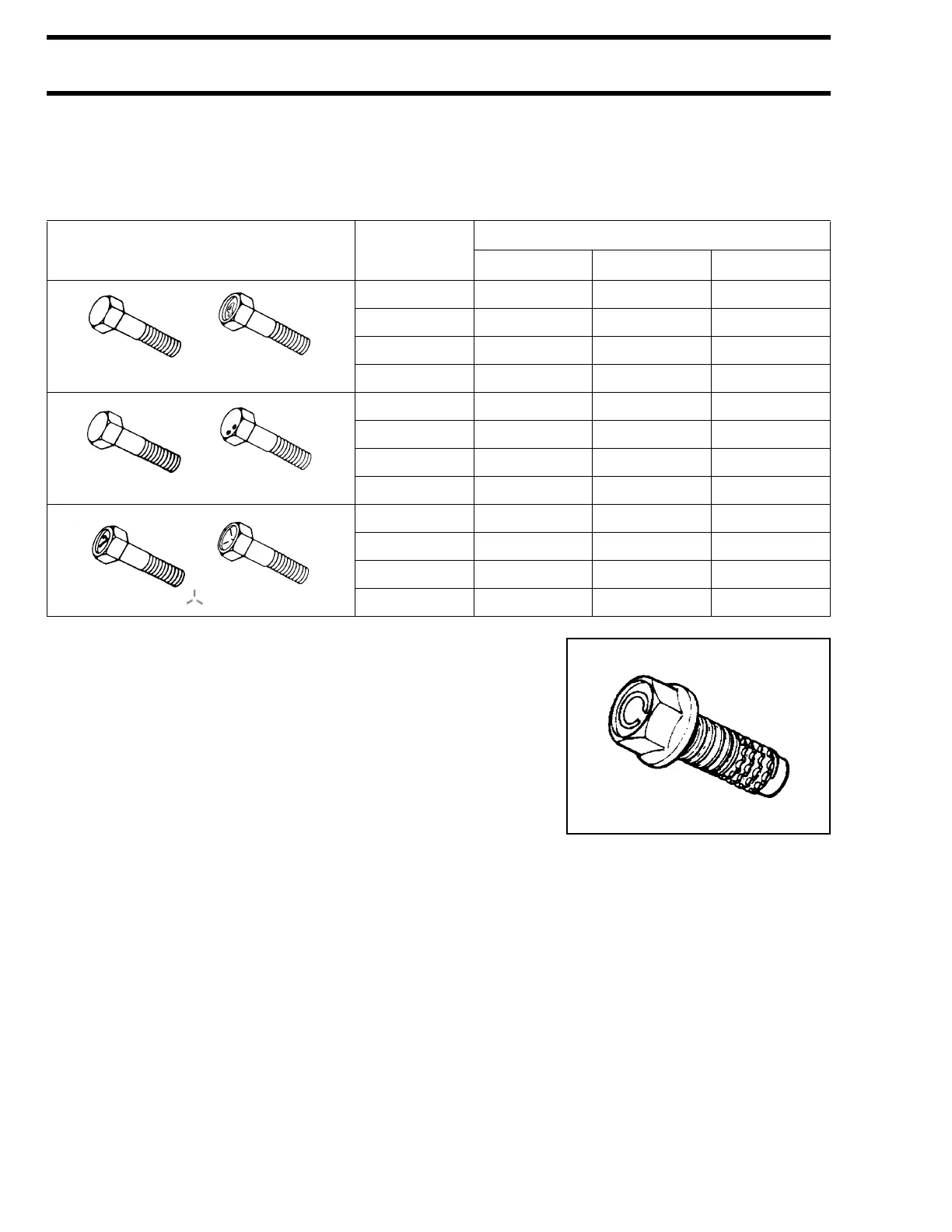
NOTE:
“C” marked self-tapping bolt will tap a thread to an aluminum alloy
part which is replaced by servicing. When installing the self-tap-
ping bolt to a new part, follow the procedure below.
• Tighten the bolt until the bolt head is seated on the secured part
first.
• Completely loosen the bolt.
• Retighten the bolt to the specified torque finally.
TYPE OF BOLT
THREAD
DIAMETER
TIGHTENING TORQUE
N·m kg-m Ib-ft
5 mm 2 – 4 0.2 – 0.4 1.5 – 3.0
6 mm 4 – 7 0.4 – 0.7 3.0 – 5.0
8 mm 10 – 16 1.0 – 1.6 7.0 – 11.5
10 mm 22 – 35 2.3 – 3.5 16.0 – 25.5
5 mm 2 – 4 0.2 – 0.4 1.5 – 3.0
6 mm 6 – 10 0.6 – 1.0 4.5 – 7.0
8 mm 15 – 20 1.5 – 2.0 11.0 – 14.5
10 mm 34 – 41 3.4 – 4.1 24.5 – 29.5
5 mm 3 – 6 0.3 – 0.6 2.0 – 4.5
6 mm 8 – 12 0.8 – 1.2 6.0 – 8.5
8 mm 18 – 28 1.8 – 2.8 13.0 – 20.0
10 mm 40 – 60 4.0 – 6.0 29.0 – 43.5
(Conventional or “4” marked bolt)
(Stainless steel bolt)
(7 marked or marked bolt)