6Functions
Festo – GDCP-CMMP-M0-FW-E N – 1304N H 55
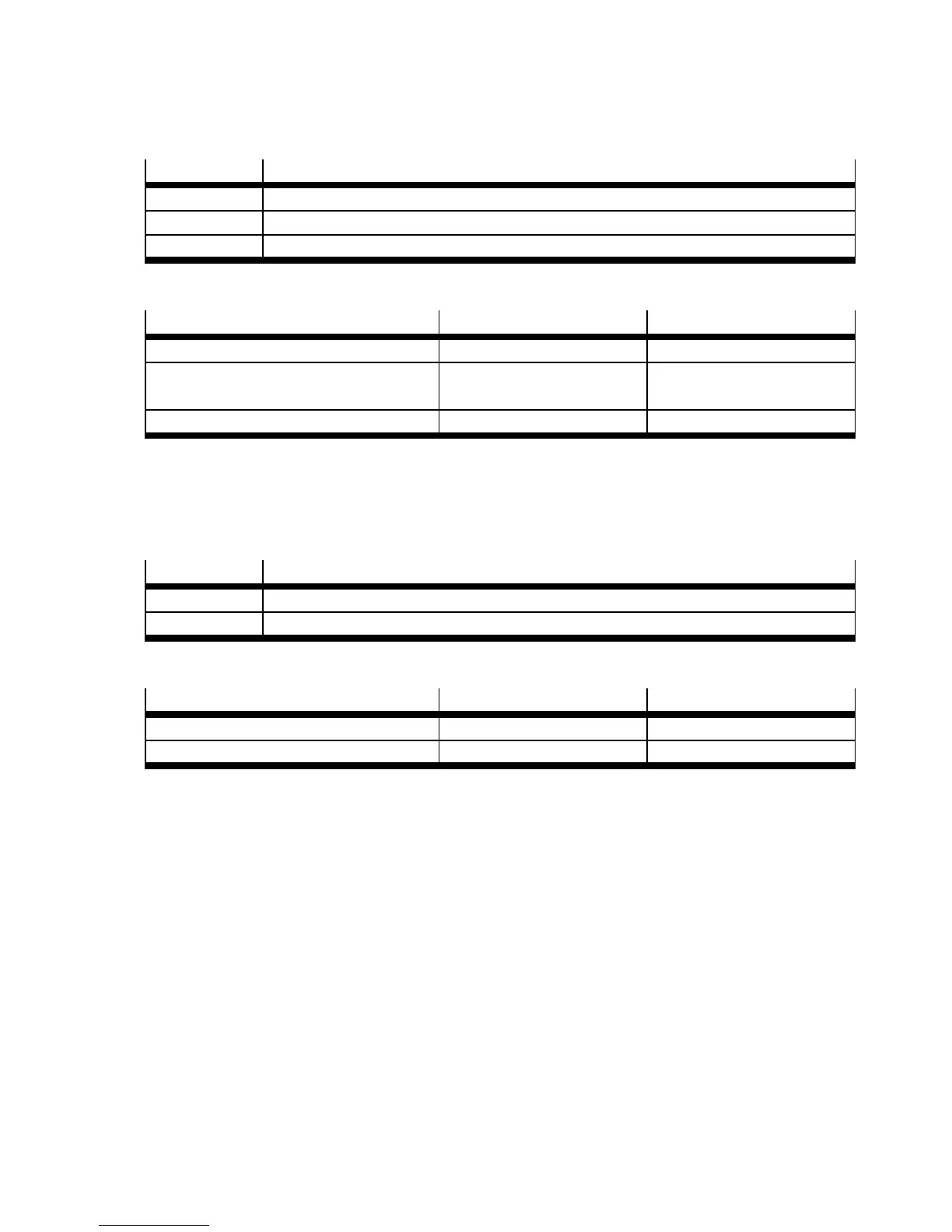
6.6.2 E x ample, toothed belt axis
Component
Type
Motor EMMS-AS-70-M-Rx
Gear unit EMGA-60-P-G3-SAS-70
Axis EGC-80-2000-TB-KF-0H-GK (real feed constant 90.2 mm/R)
Tab. 6.16 Toothed belt axis c omponents
Parameterisation
Repetition accuracy Approx. absolute a ccuracy
Standard parameterisation [mm] 0.08 4.44
Parameters with real feed
constant
[mm] 0.08 0.44
External displacement encoder [mm] < 0.08
1)
< 0.10
1)
1) Depending on the system used (possible loose gears or gear backlash are compensated with the 2nd measuring system and thus
improve the absolute accuracy.)
Tab. 6.17 Repetition accuracy of toothed belt axis
6.6.3 E x ample, spindle axis
Component
Type
Motor EMMS-AS-70-M-Rx
Axis EGC-80-2000-BS10-KF-0H-Mx-GK-S (Feed constant = 10 mm/R)
Tab. 6.18 Spindle axis c omponents
Parameterisation
Repetition accuracy Approx. absolute a ccuracy
Standard parameterisation [mm] 0.02 0.05
External displacement encoder [mm] < 0.02 < 0.05
Tab. 6.19 Repetition accuracy of spindle axis
6.6.4 Function in the motor controller
In the motor controller, the position actual value of the external displacement encoder is evaluated
instead of that of the motor encoder. Both commutation and speed adjustment continue t o be made
through the encoder in the motor.
Through encoder difference monitoring, an adjustable offset between the motor encoder and external
measuring system is detected and reported. Errors, for instance mechanical offset, failure of external
encoders or torn tooth ed belt, result in stopping with a corresponding error message .

 Loading...
Loading...