Igniting the arc
General To ensure the best ignition sequence in the TIG AC welding process, the Ma-
gicWave power sources take account of:
-
the diameter of the tungsten electrode
-
the current temperature of the tungsten electrode with reference to the pre-
ceding welding and weld-off times
Igniting the arc
using high fre-
quency
(HF ignition)
CAUTION!
Risk of injury due to shock caused by electric shock
Although Fronius devices comply with all relevant standards, high-frequency ig-
nition can transmit a harmless but noticeable electric shock under certain cir-
cumstances.
▶
Use prescribed protective clothing, especially gloves!
▶
Only use suitable, completely intact and undamaged TIG hosepacks!
▶
Do not work in damp or wet environments!
▶
Take special care when working on scaffolding, work platforms, in forced po-
sitions (out-of-position welding), in tight, difficult to access or exposed areas!
HF ignition is activated when a time value has been set for the HFt setup para-
meter.
The HF ignition indicator lights up on the control panel.
Compared with touchdown ignition, HF ignition eliminates the risk of contamina-
tion of the tungsten electrode and the workpiece.
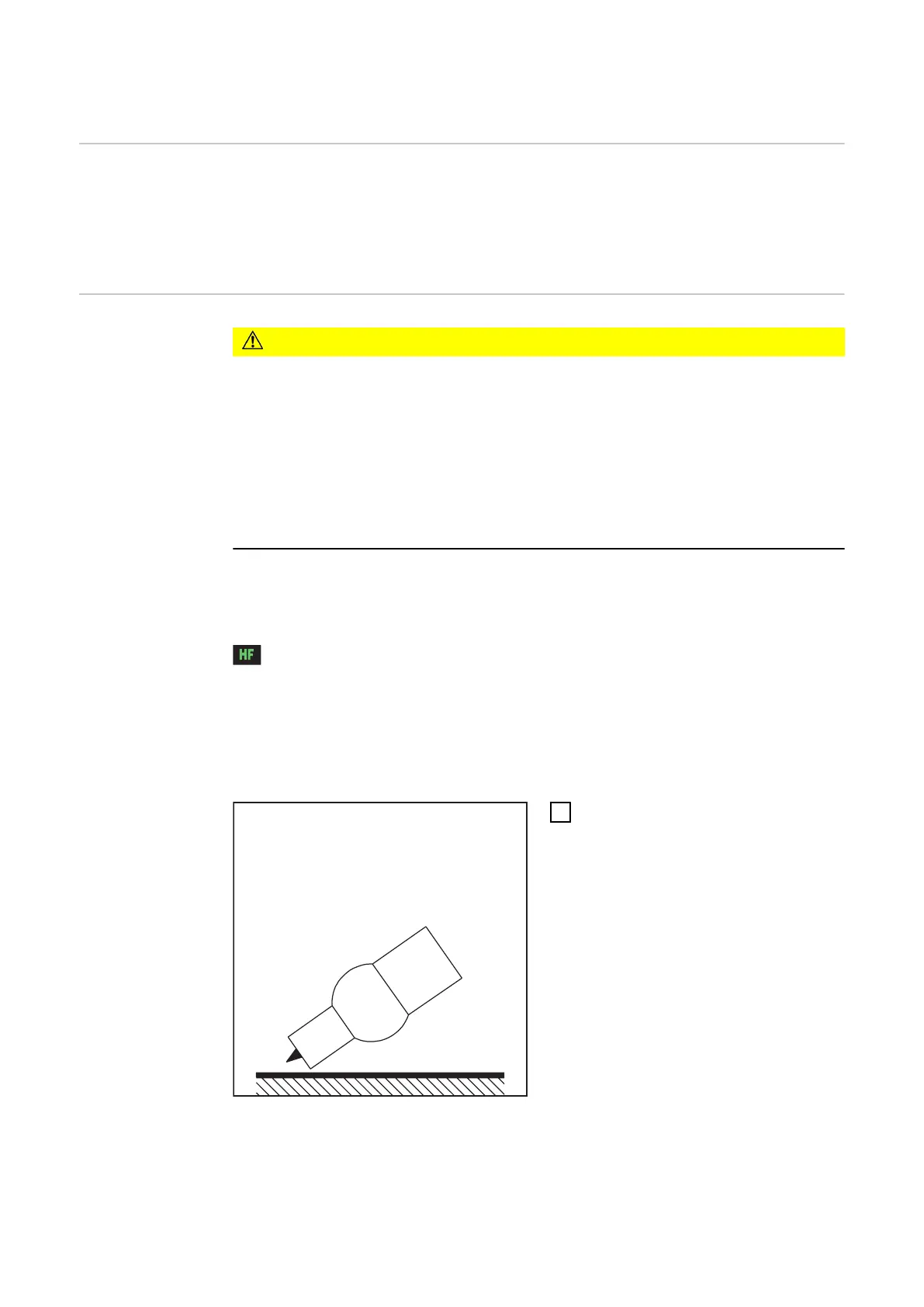
Procedure for HF ignition:
1
Place the gas nozzle down on the
ignition location so that there is a
gap of approx. 2 to 3 mm (5/64 to
1/8 in.) between the tungsten elec-
trode and the workpiece
64
 Loading...
Loading...





