10
20
30
40
50
60
U (V)
004003001 200
I (A)
I
1
+ DynamikI
1
- 50 %
(8)
(2)
(1)
(3)
(7)
(c)
(c)
(b)
(a)
(a)
(6)
(5)
(4)
(1
)
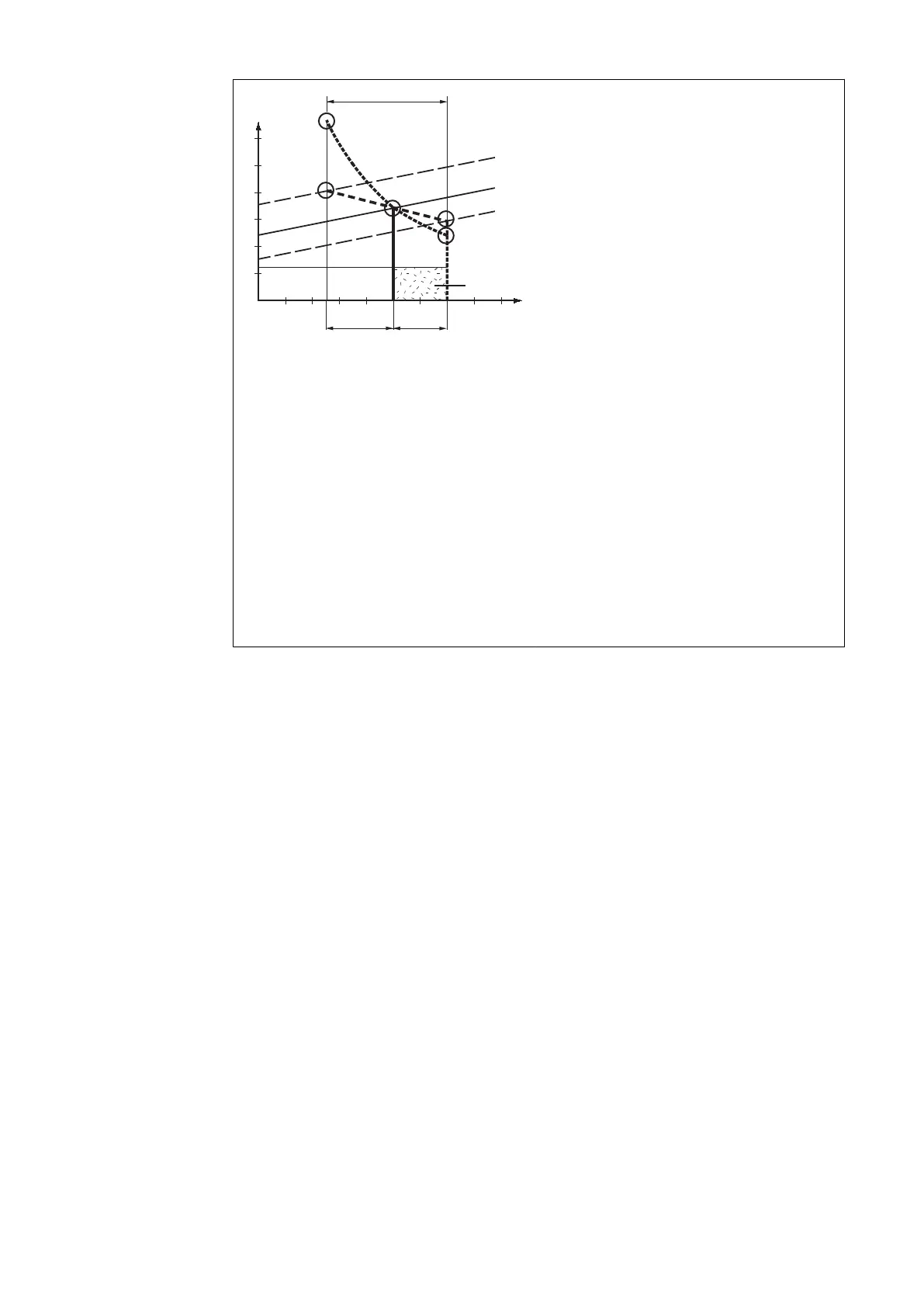
Load line for rod electrode
(2
)
Load line for rod electrode where arc
length is increased
(3
)
Load line for rod electrode where arc
length is reduced
(4
)
Characteristic where "CON" parameter is
selected (constant welding current)
(5
)
Characteristic where "0.1 - 20" parameter
is selected (drooping characteristic with
adjustable slope)
(6
)
Characteristic where "P" parameter is se-
lected (constant welding power)
(7
)
Example of pre-set arc-force dynamic
where characteristic (5) or (6) is selected
(8
)
Possible change in the current where char-
acteristic (5) or (6) is selected, as a func-
tion of the welding voltage (arc length)
(a) Operating point where arc length is long
(b
)
Operating point when welding current IH is
set
(c) Operating point where arc length is short
Settings example: I1 = 250 A, arc-force dynamic = 50
The characteristics (4), (5) and (6) shown here apply when using a rod electrode
whose characteristic corresponds to the load line (1) at a given arc length.
Depending on what welding current (I) has been set, the point of intersection
(operating point) of characteristics (4), (5) and (6) will be displaced along the load
line (1). The operating point provides information on the actual welding voltage
and the actual welding current.
Where the welding current (I
1
) is permanently set, the operating point may mi-
grate along the characteristics (4), (5) and (6) depending on the welding voltage
at that moment in time. The welding voltage U is dependent upon the arc length.
If the arc length changes, e.g. in accordance with the load line (2), the resulting
operating point will be the point where the corresponding characteristic (4), (5)
or (6) intersects with the load line (2).
Applies to characteristics (5) and (6): Depending upon the welding voltage (arc
length), the welding current (I) will also become either smaller or larger, even
though the value set for I
1
remains the same.
86
 Loading...
Loading...





