HEIDENHAIN iTNC 530 183
5.3 Tool Compensation
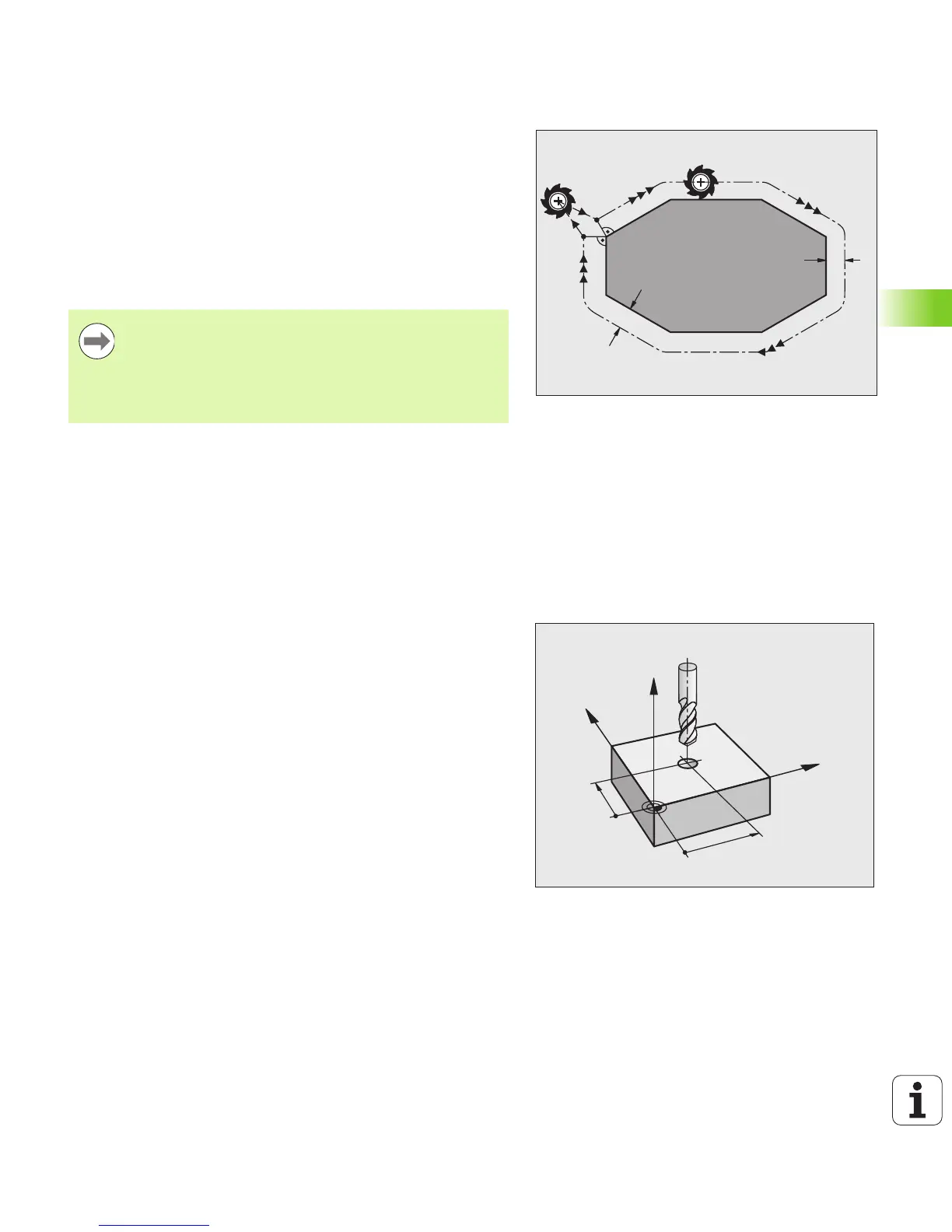
Tool radius compensation
The NC block for programming a tool movement contains:
G41 or G42 for radius compensation
G43 or G44, for radius compensation in single-axis movements
G40 if there is no radius compensation
Radius compensation becomes effective as soon as a tool is called
and is moved with a straight line block in the working plane with G41
or G42.
For radius compensation, the TNC takes the delta values from both the
T block and the tool table into account:
Compensation value = R + DR
TOOL CALL
+ DR
TAB
where
Contouring without radius compensation: G40
The tool center moves in the working plane along the programmed
path or to the programmed coordinates.
Applications: Drilling and boring, pre-positioning.
The TNC automatically cancels radius compensation if
you:
program a straight line block with G40
program a PGM CALL
select a new program with PGM MGT.
R Tool radius R from the G99 block or tool table
DR
TOOL CALL
Oversize for radius DR in the T block (not taken
into account by the position display)
DR
TAB:
Oversize for radius DR in the tool table

 Loading...
Loading...


