202 Programming: Programming Contours
6.4 Path Contours—Cartesian Coordinates
Circular path G02/G03/G05 with defined radius
The tool moves on a circular path with the radius R.
Direction of rotation
In clockwise direction: G02
In counterclockwise direction: G03
Without programmed direction: G05. The TNC traverses the circular
arc with the last programmed direction of rotation
U Coordinates of the arc end point
U Radius R
Note: The algebraic sign determines the size of the
arc!
U Miscellaneous function M
U Feed rate F
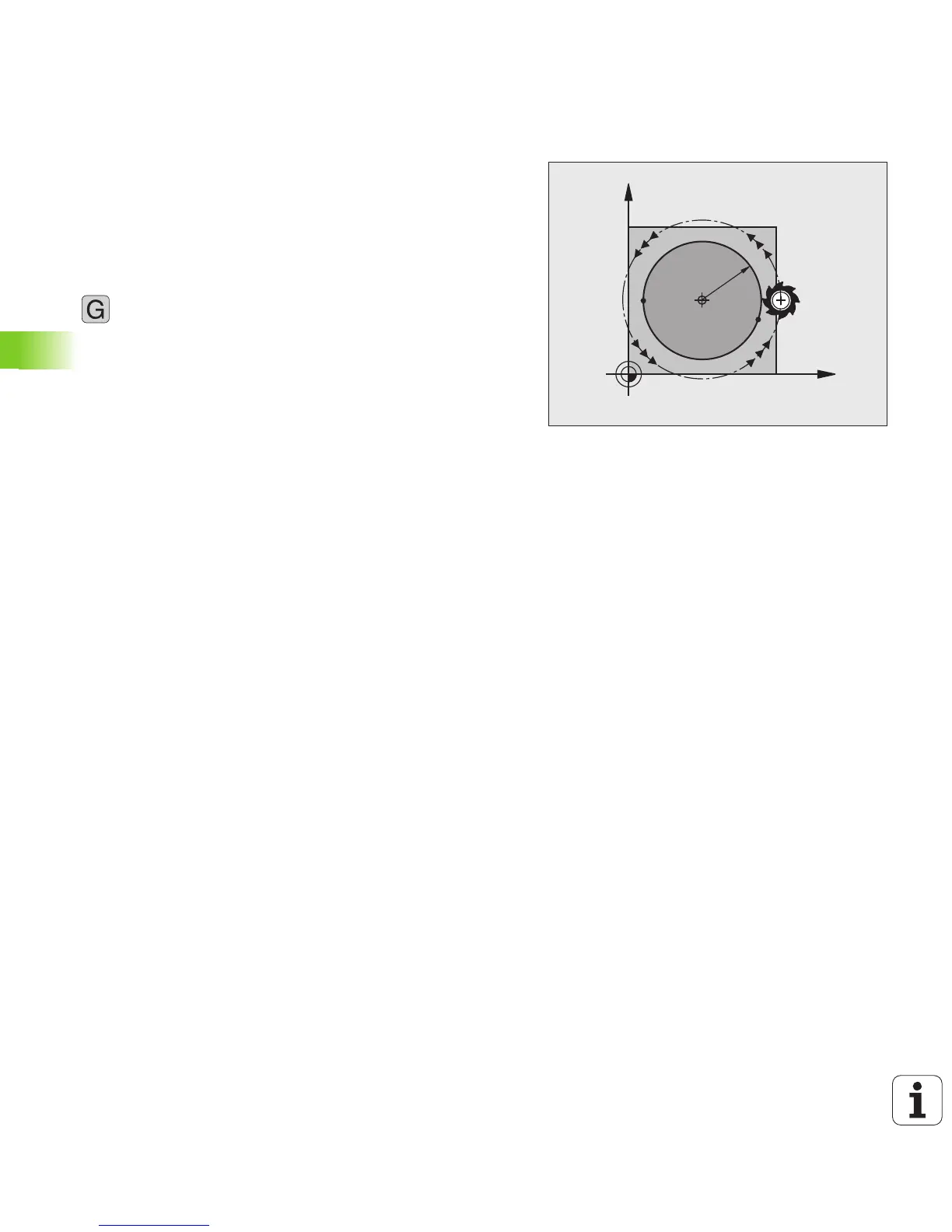
Full circle
For a full circle, program two blocks in succession:
The end point of the first semicircle is the starting point of the second.
The end point of the second semicircle is the starting point of the first.

 Loading...
Loading...


