OperatiOn
HPR800XD Auto Gas – 806500 4-47
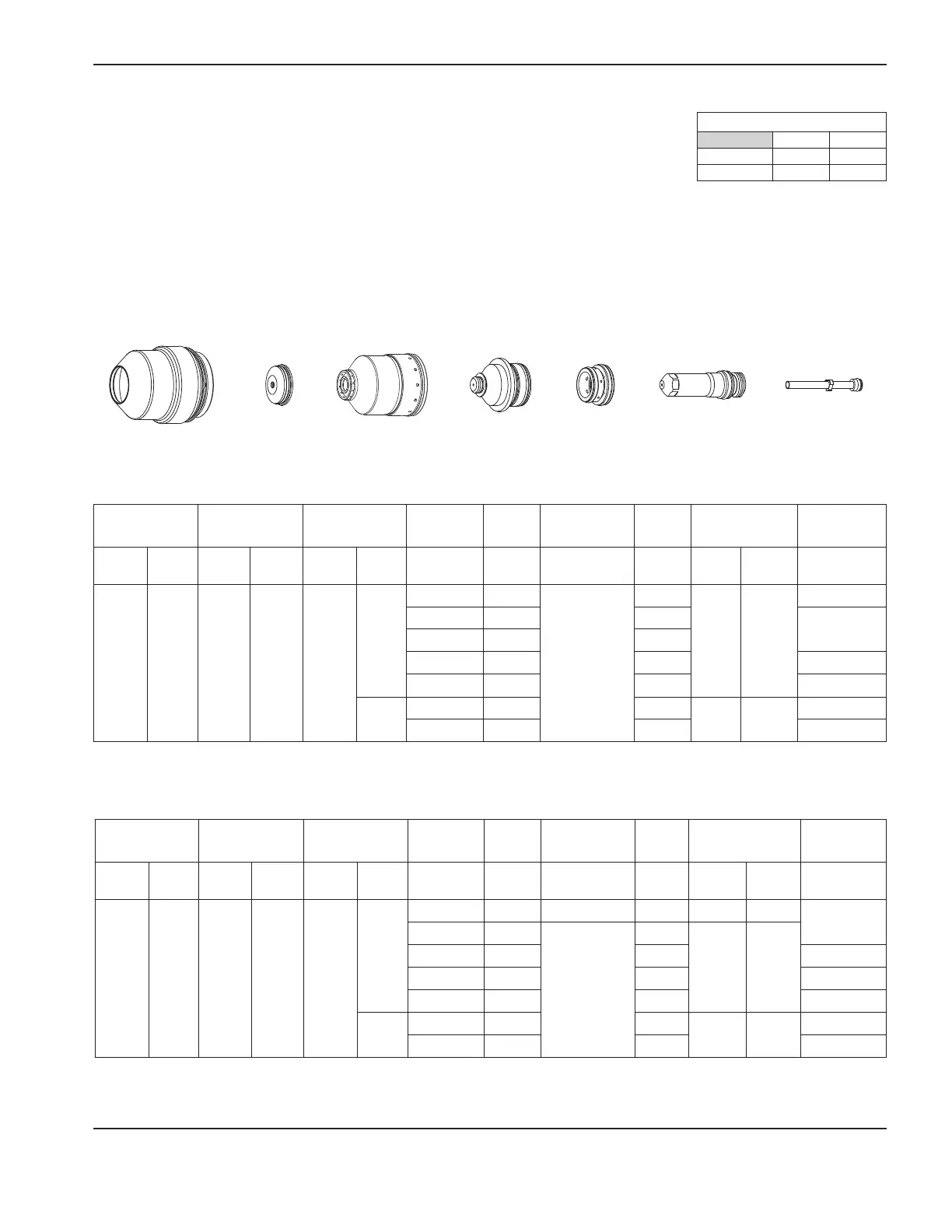
Mild steel underwater cutting
No more than 75 mm (3 in) below the surface of the water
O
2
Plasma / Air Shield
80 A
Note: Preflow must be on during IHS.
Flow rates – lpm/scfh
O
2
Air
Preflow 0 / 0 76 / 161
Cutflow 23 / 48 41 / 87
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
mm Volts mm mm/m mm Factor % Seconds
O
2
Air 48 23 78
23
4 116
2.0
3877
4.0 200
0.2
5 118 3407
0.3
6 122 2746
8 125 2162 0.4
10 129 1639 0.5
10
12 132 1271
5.0 250
0.7
15 136 922 0.8
220189220747 220756 220179220188 220340
220187
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
inches Volts inches ipm inches
Factor
%
Seconds
O
2
Air 48 23 78
23
0.135 115 0.10 162 0.150 150
0.2
3/16 117
0.08
140
0.16 200
1/4 123 99 0.3
5/16 125 86 0.4
3/8 128 68 0.5
10
1/2 133 45
0.20 250
0.7
5/8 137 33 0.8

 Loading...
Loading...






