OperatiOn
4-52 HPR800XD Auto Gas – 806500
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Minimum
Clearance
Equivalent
Material
Thickness
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
mm mm Range (mm) mm/m mm Factor % Seconds
O
2
Air 23 83 69 42 2.0
5
3.3 – 8.4
5700
6.6
200
0.2
6 5250
8 4355
0.3
10 3460
12 3060 0.5
15
4.1 – 8.4
2275
8.2
0.6
20 1575 0.8
25
5.1 – 8.4
1165
10.2
1.0
32 750 2.7
38 510
Edge start
50 255
Select
Gases
Set
Preflow
Set
Cutflow
Minimum
Clearance
Equivalent
Material
Thickness
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
in in Range (in) ipm in Factor % Seconds
O
2
Air 23 83 69 42 0.08
3/16
0.13 – 0.33
230
0.26
200
0.2
1/4 200
5/16 171
0.3
3/8 140
1/2 115 0.5
5/8
0.16 – 0.33
80
0.32
0.6
3/4 65 0.8
1
0.20 – 0.33
45
0.40
1.0
1-1/4 30 2.7
1-1/2 20
Edge start
2 10
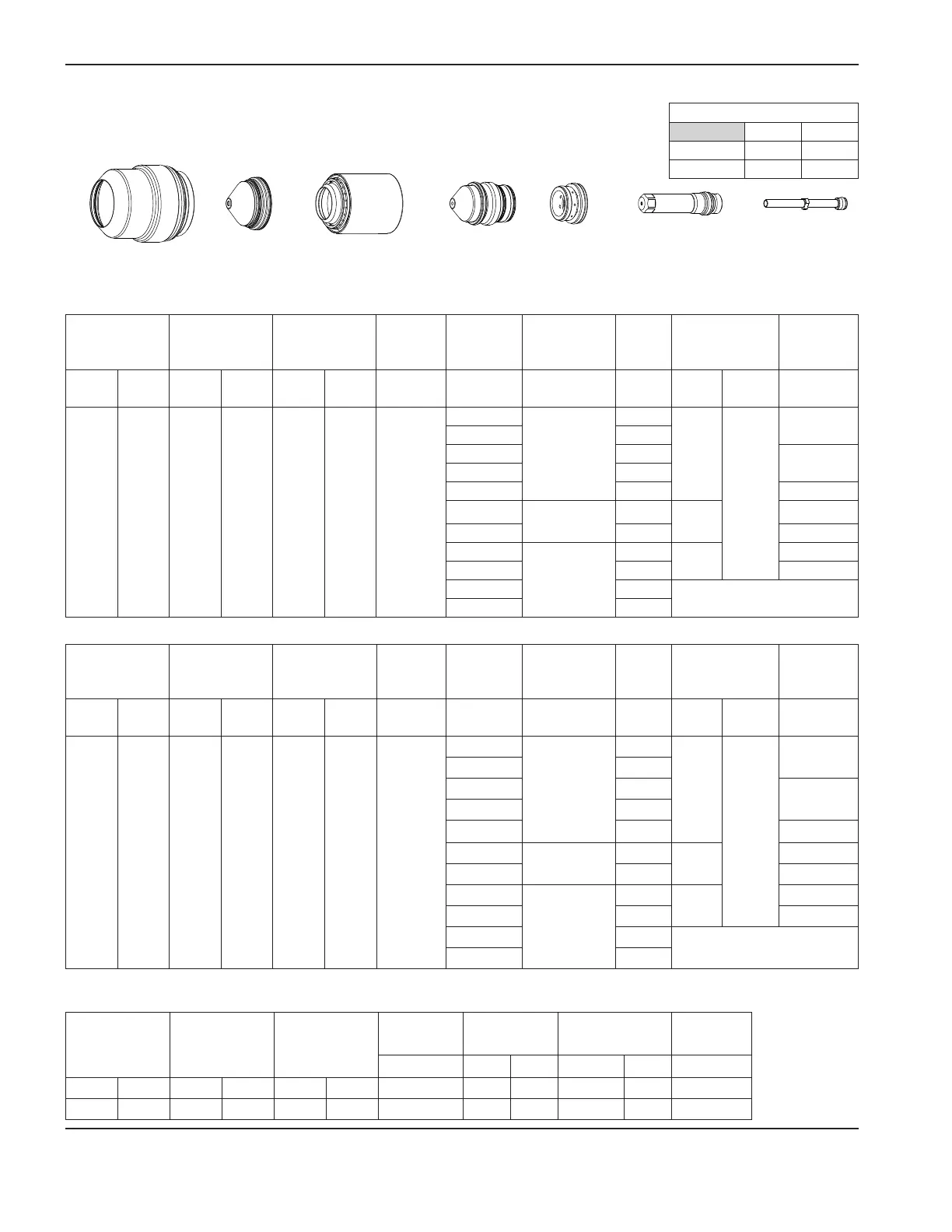
Mild steel bevel cutting
O
2
Plasma / Air Shield
200 A
Flow rates – lpm/scfh
O
2
Air
Preflow 0 / 0 114 / 240
Cutflow 43 / 90 49 / 102
220658
220637
220662220845 220353220659
Note: For mirror-image cutting, use 220996 (nozzle retaining cap) and 220350 (swirl ring) instead.
220700
Select
Gases
Set
Preflow
Set
Cutflow
Amperage
Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps mm in mm/m ipm Volts
N
2
N
2
10 10 10 10 15 2.5 0.10 6350 250 124
Ar Air 30 10 30 10 20 3.0 0.12 2540 100 61
Marking

 Loading...
Loading...






