OperatiOn
HPR800XD Auto Gas – 806500 4-59
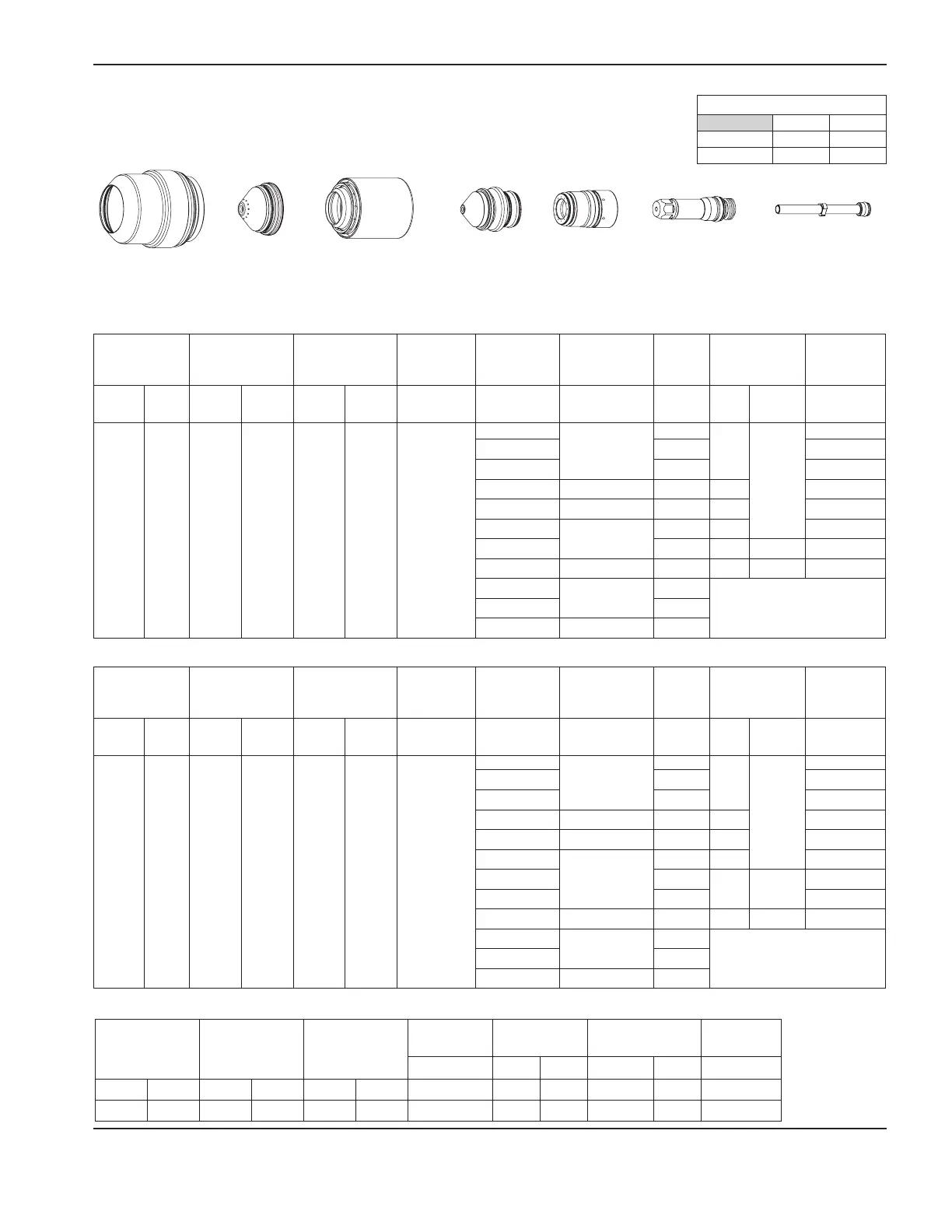
Mild steel bevel cutting
O
2
Plasma / Air Shield
400 A
220636220637 220629220635 220631220632 220571
Note: Bevel angle range is 0° to 45°.
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Minimum
Clearance
Equivalent
Material
Thickness
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
mm
mm Range (mm)
mm/m
mm Factor % Seconds
O
2
Air 24 50 60 50 2.0
12
3.6 – 9.4
4430
7.2
200
0.4
15 3950 0.5
20 2805 0.7
22 3.8 – 9.4 2540 7.6 0.8
25 4.0 – 9.4 2210 8.0 0.9
30
4.6 – 9.4
1790 9.2 1.1
40 1160 11.5 250 1.9
50 5.3 – 9.4 795 19.1 360 5.2
60
6.4 – 9.4
580
Edge start70 380
80 7.9 – 9.4 180
Select
Gases
Set
Preflow
Set
Cutflow
Minimum
Clearance
Equivalent
Material
Thickness
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
in
in Range (in)
ipm in Factor % Seconds
O
2
Air 24 50 60 50 0.08
1/2
0.14 – 0.37
170
0.28
200
0.4
5/8 150 0.5
3/4 115 0.6
7/8 0.15 – 0.37 100 0.30 0.8
1 0.16 – 0.37 85 0.32 0.9
1-1/4
0.18 – 0.37
65 0.36 1.2
1-1/2 48
0.45 250
1.6
1-3/4 40 2.5
2 0.21 – 0.37 30 0.75 360 5.5
2-1/4
0.25 – 0.37
25
Edge start2-1/2 20
3 0.31 – 0.37 10
Marking
Select
Gases
Set
Preflow
Set
Cutflow
Amperage
Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps mm in mm/m ipm Volts
N
2
N
2
10 10 10 10 22 2.5 0.10 1270 50 123
Ar Air 20 10 30 10 25 3.0 0.12 1270 50 55
Flow rates – lpm/scfh
O
2
Air
Preflow 0 / 0 190 / 400
Cutflow 66 / 140 137 / 290

 Loading...
Loading...






