OperatiOn
4-64 HPR800XD Auto Gas – 806500
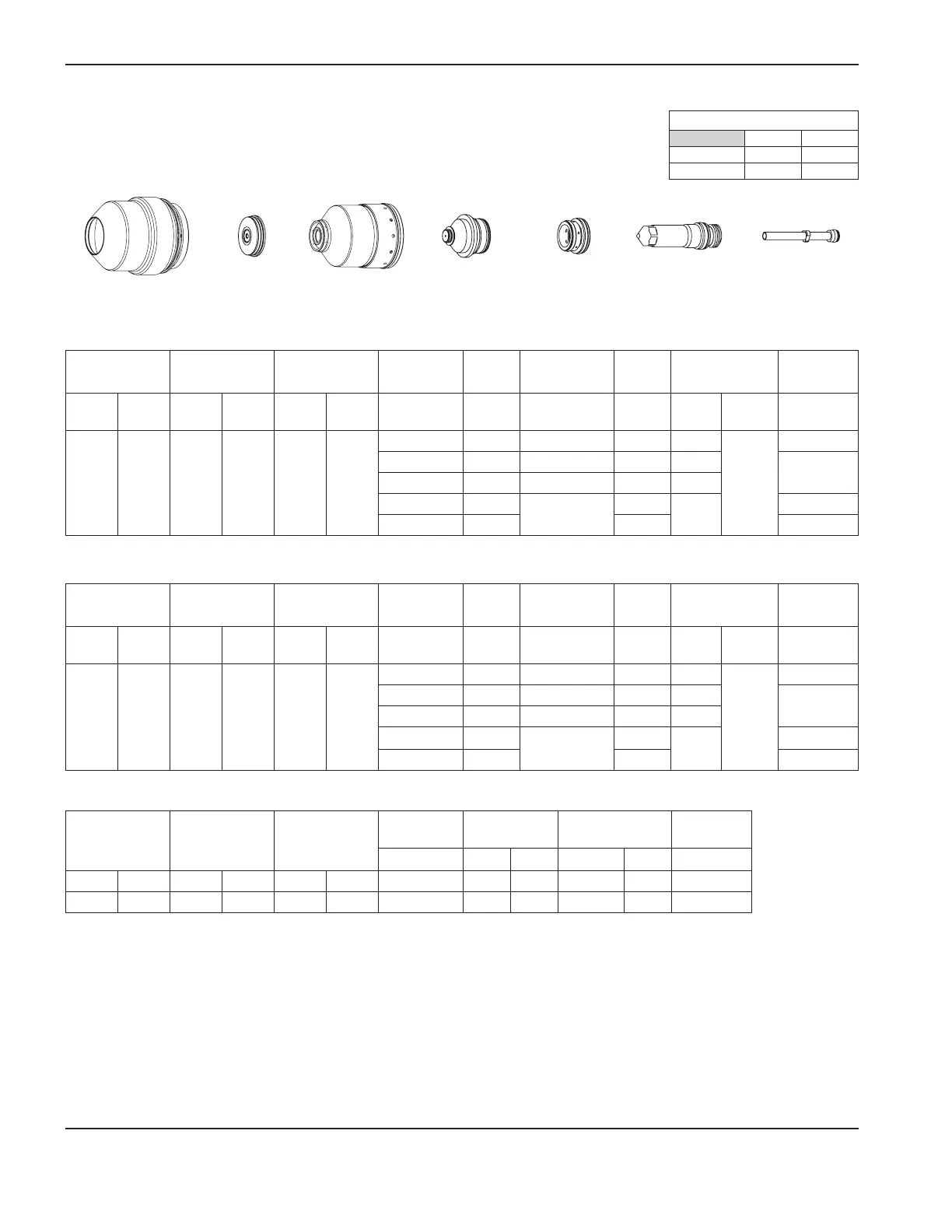
Stainless steel
F5 Plasma / N
2
Shield
80 A
220338220747 220339220755 220179220337
Marking
Flow rates – lpm/scfh
F5 N
2
Preflow 0 / 0 67 / 142
Cutflow 31 / 65 87 / 185
Select
Gases
Set
Preflow
Set
Cutflow
Amperage
Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps mm in mm/m ipm Volts
N
2
N
2
10 10 10 10 15 2.5 0.10 6350 250 95
Ar N
2
50 10 50 10 12 3.0 0.12 2540 100 60
220340
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
mm Volts mm mm/m mm Factor % Seconds
F5 N
2
33 23 65 60
4 108 3.0 2180 4.5
150
0.2
5 110 2.7 1700 4.1
0.3
6 112 2.5 1225 3.8
8 116
3.0
895
4.5
0.4
10 120 560 0.5
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
in Volts in ipm in Factor % Seconds
F5 N
2
33 23 65 60
0.135 108 0.12 105 0.18
150
0.2
3/16 110 0.11 60 0.17
0.3
1/4 112 0.10 45 0.15
5/16 116
0.12
35
0.18
0.4
3/8 120 25 0.5

 Loading...
Loading...






