OperatiOn
HPR800XD Auto Gas – 806500 4-71
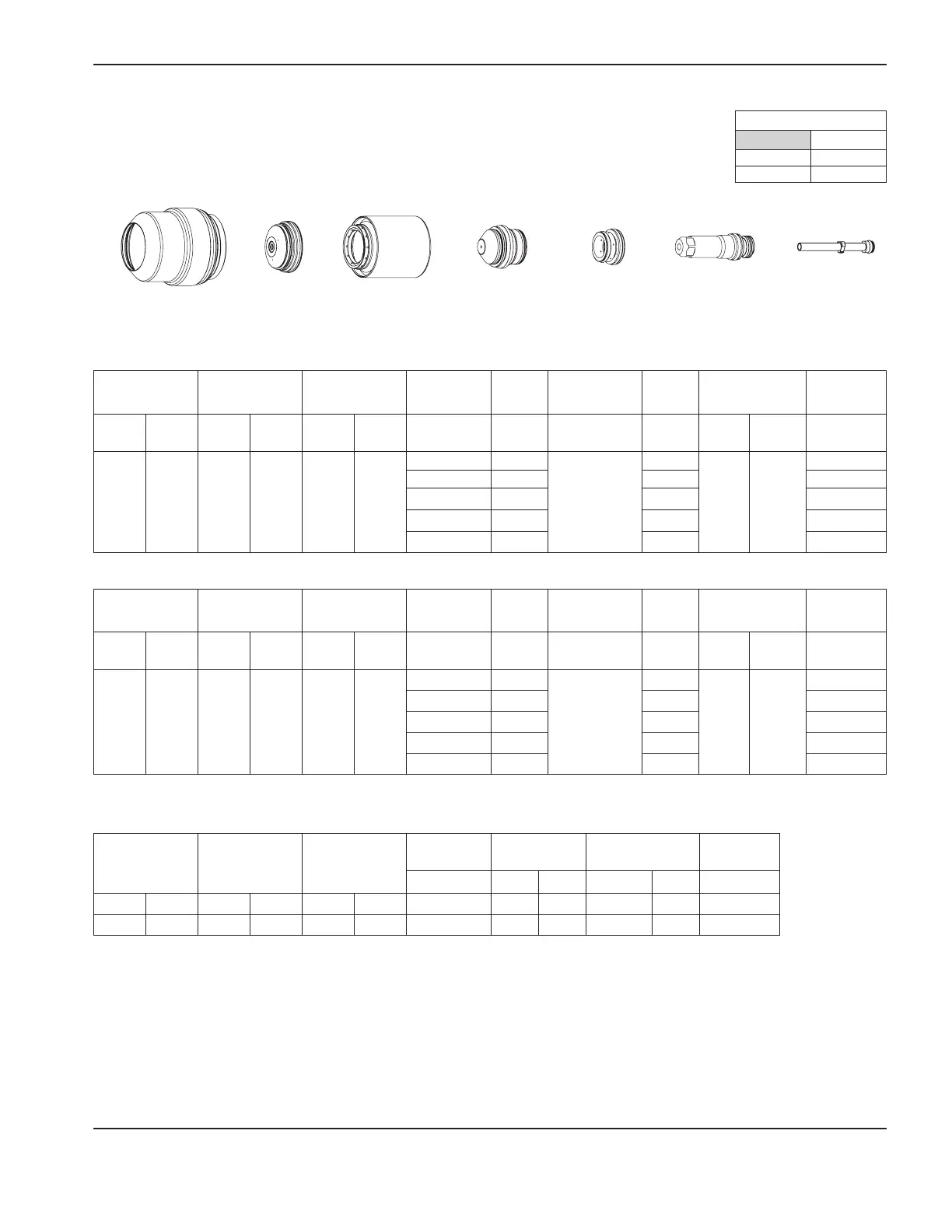
Stainless steel
N
2
Plasma / N
2
Shield
200 A
Flow rates – lpm/scfh
N
2
Preflow 111 / 235
Cutflow 137 / 290
Marking
Select
Gases
Set
Preflow
Set
Cutflow
Amperage
Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps mm in mm/m ipm Volts
N
2
N
2
10 10 10 10 18 2.5 0.10 6350 250 140
Ar N
2
30 10 30 10 20 3.0 0.12 2540 100 66
220762 220307220758 220342220343220637 220340
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
mm Volts mm mm/m mm Factor % Seconds
N
2
N
2
17 42 84 42
8 159
3.8
3000
7.6 200
0.4
10 160 2700 0.5
12 161 2400 0.6
15 163 1800 0.8
20 167 1000 1.0
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
Plasma
gas
Shield
gas
in Volts in ipm in Factor % Seconds
N
2
N
2
17 42 84 42
5/16 159
0.15
118
0.3 200
0.4
3/8 160 110 0.5
1/2 161 90 0.6
5/8 163 65 0.8
3/4 167 45 1.0

 Loading...
Loading...






