OperatiOn
HPR800XD Auto Gas – 806500 4-93
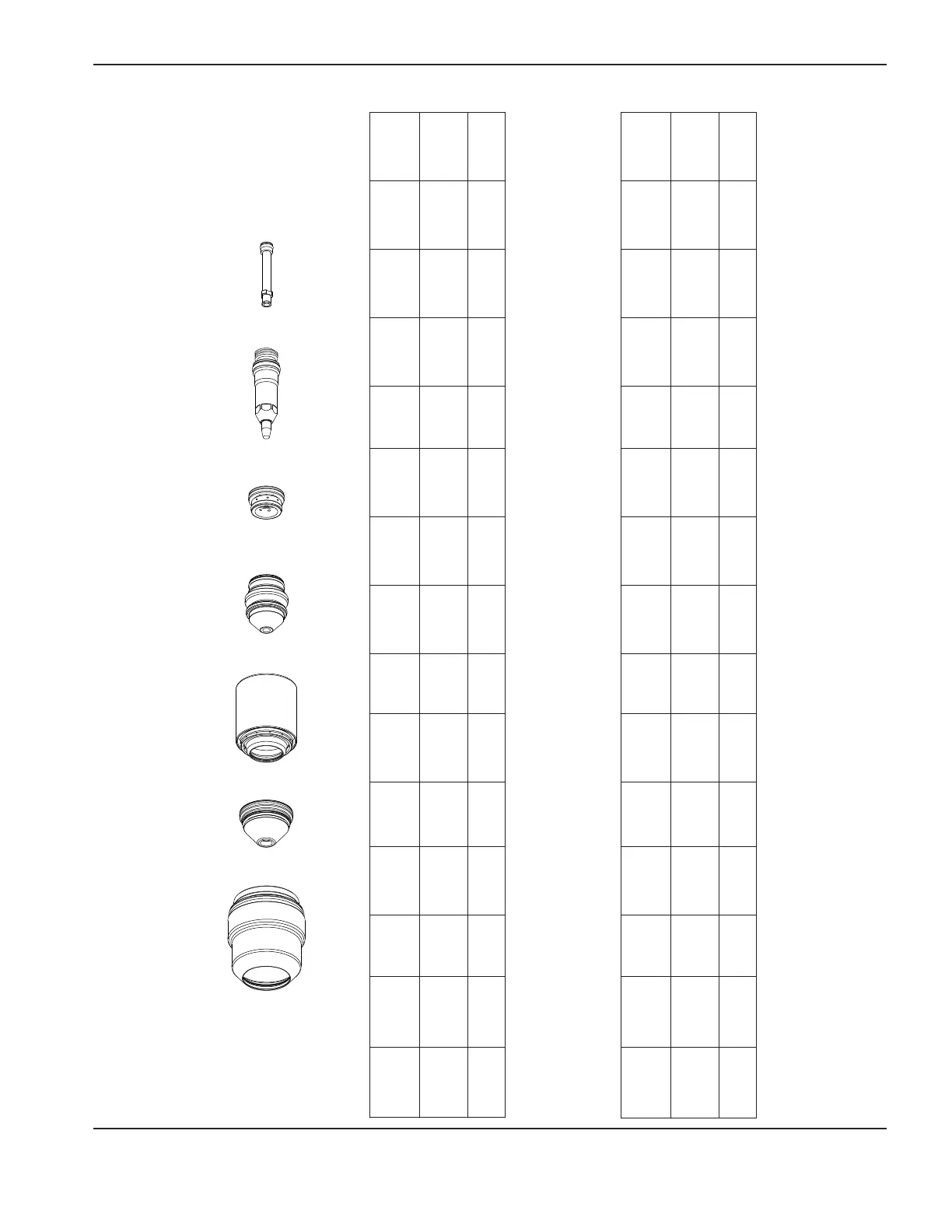
Stainless steel – Moving pierce
H35 Plasma / N
2
Shield
800 A
220886220637 220882220353220884 220881
Moving pierce (MP) parameters – metric
Moving pierce (MP) parameters – English
Material
Thickness
First
Segment
First
Speed
Second
Segment
Second
Speed
Third
Segment
Third
Speed
Pierce
Delay Time
Transfer
Height
Factor
Moving
Delay
Factor
Pierce
Height
Factor
End Height
Factor
Torch-
to-Work
Distance*
Cut Height
Delay
MP AVC
Delay
mm mm mm/m mm mm/m mm mm/m Seconds
% Cut
Height
% Pierce
Delay
% Cut
Height
% Cut
Height
mm Seconds Seconds
100 50.8 1016 25.4 152 38.1 279 6.0 150 50 475 275 12.7 8.0 2.0
220885
Note: *Torch-to-work distance is equivalent to cut height
Material
Thickness
First
Segment
First
Speed
Second
Segment
Second
Speed
Third
Segment
Third
Speed
Pierce
Delay Time
Transfer
Height
Factor
Moving
Delay
Factor
Pierce
Height
Factor
End Height
Factor
Torch-
to-Work
Distance*
Cut Height
Delay
MP AVC
Delay
inch in ipm in ipm in ipm Seconds
% Cut
Height
% Pierce
Delay
% Cut
Height
% Cut
Height
in Seconds Seconds
4.0 2.0 40 1.0 6 1.5 11 6.0 150 50 475 275 0.5 8.0 2.0

 Loading...
Loading...






