National Crane 01-22-2019 Control # 051-08 1-7
1300A INTRODUCTION
Fatigue Of Welded Structures
Highly stressed welded structures are subject to cracking
(fatigue) when repeatedly subjected to varying stresses
caused by twisting, shock, bending, and overloads. Inspect
equipment periodically for weld fatigue. The frequency of
inspections depends on the age of the equipment, the
severity of the application, and the experience of the
operators and the maintenance personnel. The following are
known high stress areas and should be inspected as part of
a preventive maintenance program:
• Hydraulic cylinder and boom pivot attaching points.
• Outrigger pads, beams, boxes and attachment
structures.
• On the frame in the area of doubler plates and
crossmembers.
• Turntable bearing connection (where bearing is welded
to the crane turret).
• Counterweight support structures (were applicable).
• Hydraulic cylinder end connections.
The above is provided only as a guide and your inspection
plan should not be limited to the areas listed. A visual
inspection of all weldments is good practice.
Loctite
Follow the directions on the Loctite container. There are
different Loctite types for different applications. The following
types of Loctite brand adhesives are available from the parts
department of the local National distributor.
Application of Medium Strength Loctite®
NOTE: The fastener may be re-used; the adhesive may be
re-applied over cured adhesive residue.
The following procedure covers the proper application and
curing method for medium strength Loctite® adhesive/
sealant (Loctite® #243).
NOTE: Ensure the threaded surface, both male and
female, is clean of contaminants and free of dirt
and oil.
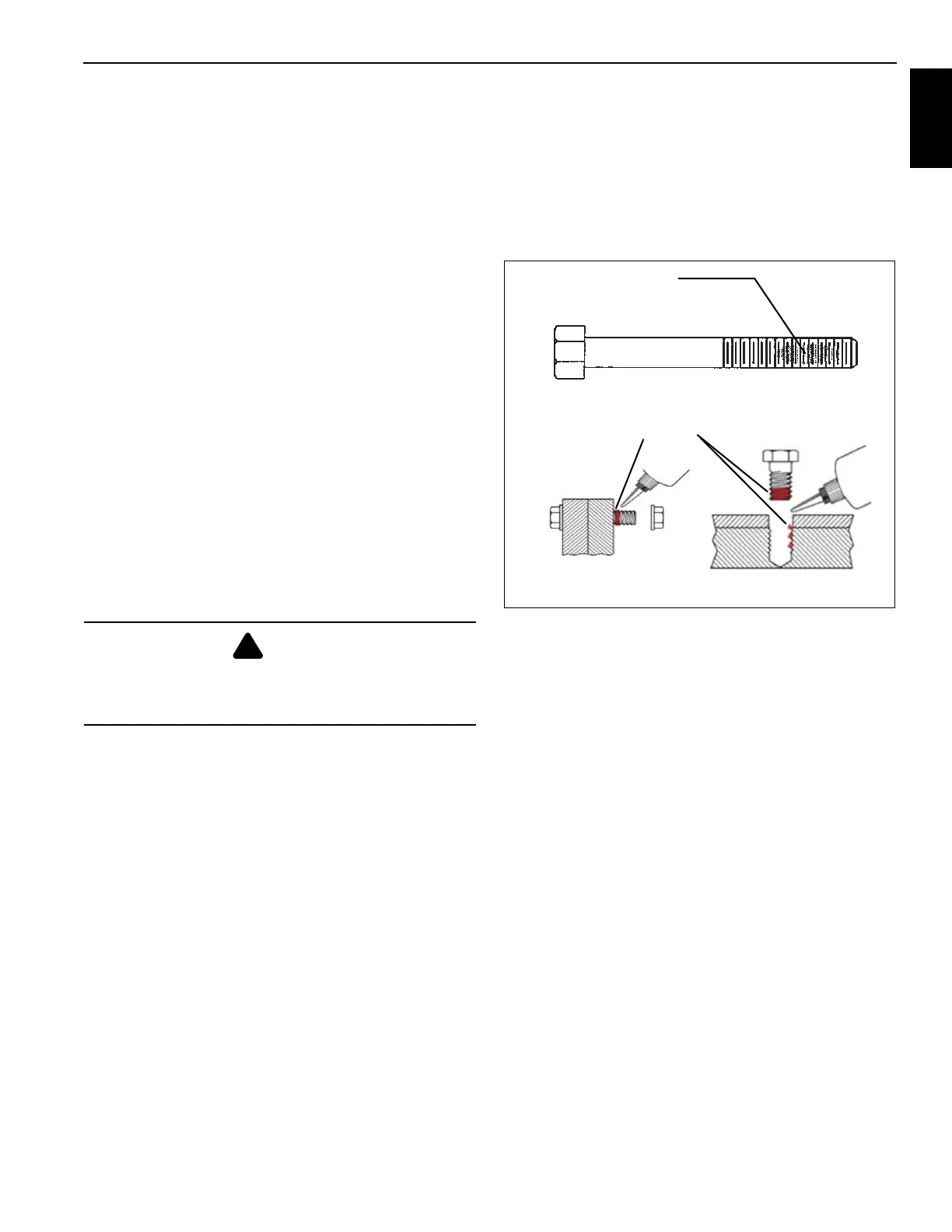
Adhesive/Sealant Application
1. Apply a bead perpendicular to the thread, several
threads wide, in the approximate area of threaded
engagement (see Figure 1-1).
2. In a blind hole application, a bead of several drops of
adhesive should be applied into the bottom of the hole to
be hydraulically forced up during engagement.
3. After application and engagement of mated threads,
fixturing will occur within five (5) minutes. Time required
to achieve full strength is 24 hours.
Torque Values
The following tables list the torque values for both ASME
standard and metric fasteners. The tables list the values for
grade 5 and grade 8 zinc-flake coated, untreated (black)
finish and stainless steel fasteners.
DANGER
Loctite type adhesives contain chemicals that may be
harmful if misused. Read and follow the instructions on
the container.
4203
FIGURE 1-3
Bead Application
Bead Application
8213-1
8213-2

 Loading...
Loading...










