National Crane 01-22-2019 Control # 051-08 1-19
1300A INTRODUCTION
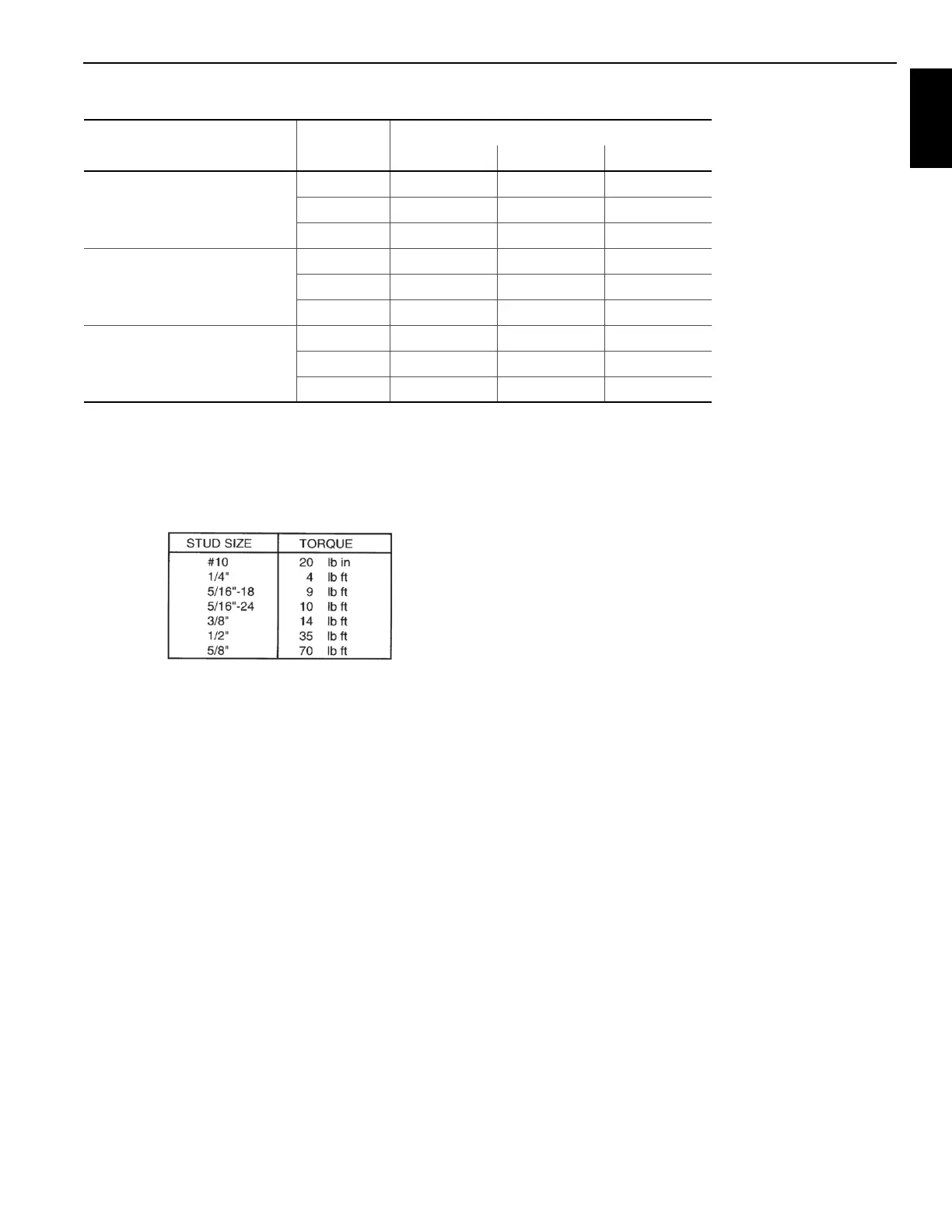
Weld Studs
Unless otherwise specified the following grade 2 torque
values (+/- 10%) apply.
Table 1-13: Weld Stud Torque Values
WIRE ROPE
General
The following information includes inspection, replacement,
and maintenance guidelines for wire rope as established by
ANSI/ASME B30.5, federal regulations, and National Crane
specifications. The inspection interval shall be determined by
a qualified person and shall be based on expected rope life
as determined by experience, severity of environment,
percentage of capacity lifts, frequency of operation, and
exposure to shock loads. Periodic inspections need not be at
equal calendar intervals and should be performed at shorter
time intervals as the wire rope approaches the end of its
useful life. A periodic inspection shall be performed at least
once a year. The following information contains inspection
and maintenance procedures for wire ropes used on
National Crane products as load lines, hoisting cables, boom
extension and retraction cables, pendant cables, and hook
block tie down cables.
Environmental Conditions
The life expectancy of wire rope may vary due to the degree
of environmental hostility. Variation in temperature,
continuous excessive moisture levels, exposure to corrosive
chemicals or vapors, or subjecting the wire rope to abrasive
material can shorten wire rope life. Frequent inspections and
maintenance of the wire rope is recommended for preventing
premature wear and to insure long-term performance.
Dynamic Shock Loads
Subjecting wire rope to abnormal loads shortens the ropes
life expectancy. Examples of this type of loading are as
follows:
• High velocity movement followed by abrupt stops
(hoisting or swinging of a load).
• Suspending loads while traveling over irregular surfaces
such as railroad tracks, potholes, and rough terrain.
• Moving a load that is beyond the cranes rated capacity.
Lubrication
The object of rope lubrication is to reduce internal friction and
to prevent corrosion. New lubricant needs be added
throughout the life of the rope. It is important that lubricant
applied needs to be compatible with the original lubricant.
Consult the rope manufacturer for proper lubricant. The
lubricant applied shall be of the type which does not hinder
visual inspection. Those sections of rope which are located
over sheaves or otherwise hidden during inspection require
special attention when lubricating rope.
During fabrication, ropes receive lubrication which provides
the rope with protection for a reasonable time if stored under
proper conditions. After the rope is put into service, periodic
applications of a suitable rope lubricant are required. The
wire rope lubricant should have the following characteristics:
• Be free from acids and alkalis and should have sufficient
adhesive strength to remain on the ropes.
M30x2
8.8 1661 1597.5 1534
10.9 2336 2246.5 2157
12.9 2800 2695 2590
M33x2
8.8 2141 2059 1977
10.9 3155 3034 2913
12.9 3692 3550.5 3409
M36x2
8.8 2795 2688 2581
10.9 4118 3960 3802
12.9 4818 4634 4450
Table 1-12 Metric Series with Fine Threads – Untreated (black finish) (Continued)
Size
Property
Class
Torque (Nm)
Maximum Nominal Minimum

 Loading...
Loading...










