OM-281426 Page 67
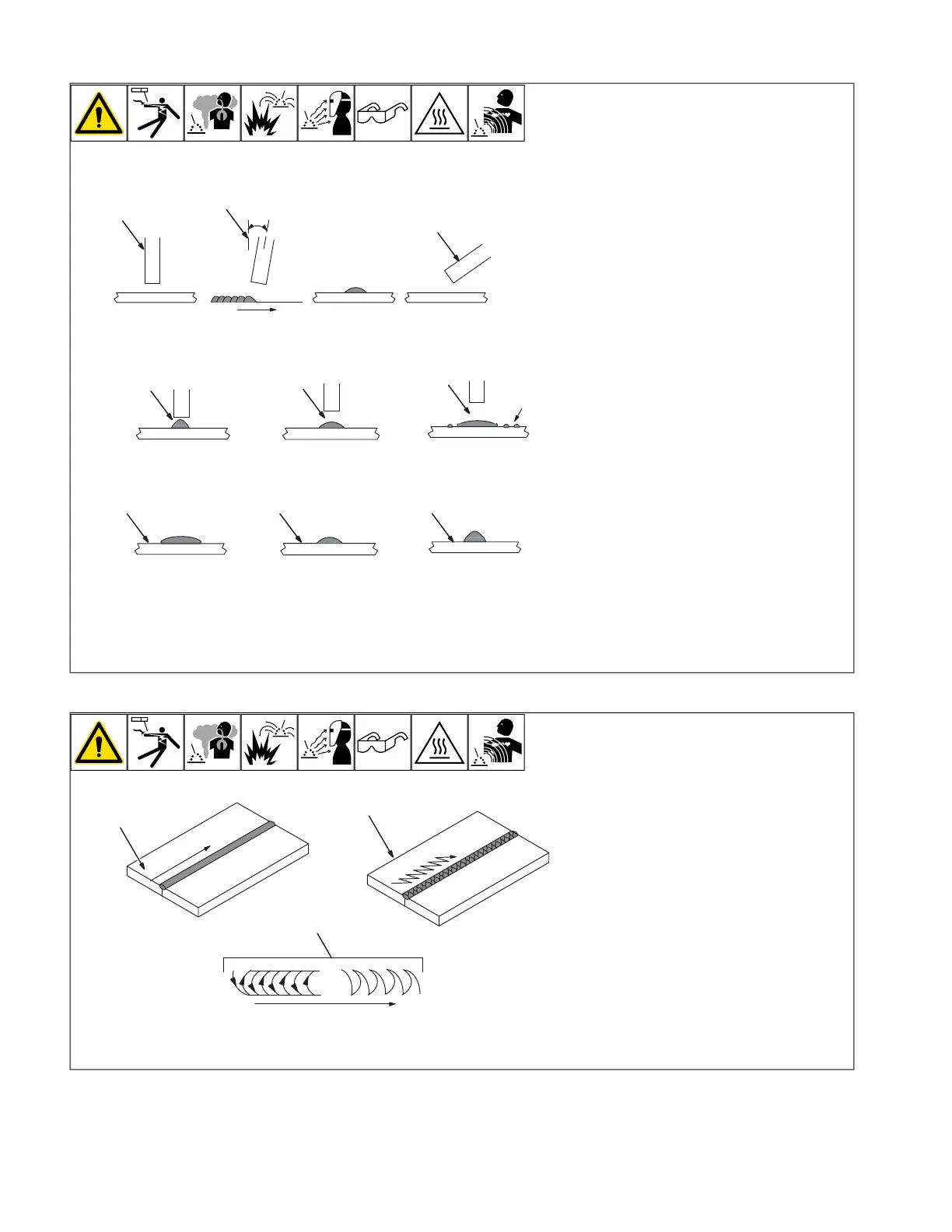
13-7. Conditions That Affect Weld Bead Shape
Electrode Angle
OM-
10
° -
30
°
1
2
3
4
5
6
7
8
9
10
11
Arc Length
Travel Speed
F
Weld bead shape is affected by elec-
trode angle, arc length, travel speed,
and thickness of base metal.
1 Angle Too Small
2 Correct Angle
3 Drag
4 Angle Too Large
5 Too Short
6 Normal
7 Too Long
8 Spatter
9 Slow
10 Normal
11 Fast
13-8. Electrode Movement During Welding
OM-4419 Page 1
3
1
2
5
4
2
3
1
2
3
1
4
5
F
Normally, a single stringer bead is sat-
isfactory for most narrow groove weld
joints; however, for wide groove weld
joints or bridging across gaps, a weave
bead or multiple stringer beads works
better.
1 Stringer Bead - Steady Movement Along
Seam
2 Weave Bead - Side To Side Movement
Along Seam
3 Weave Patterns
Use weave patterns to cover a wide area in
one pass of the electrode. Do not let weave
width exceed 2-1/2 times diameter of
electrode.