43
line
CLINOX PRO • AIR • POWER • SURFACE
USER MANUAL
• Press the SET button to select the desired power level (see chapter 3.4 for more information).
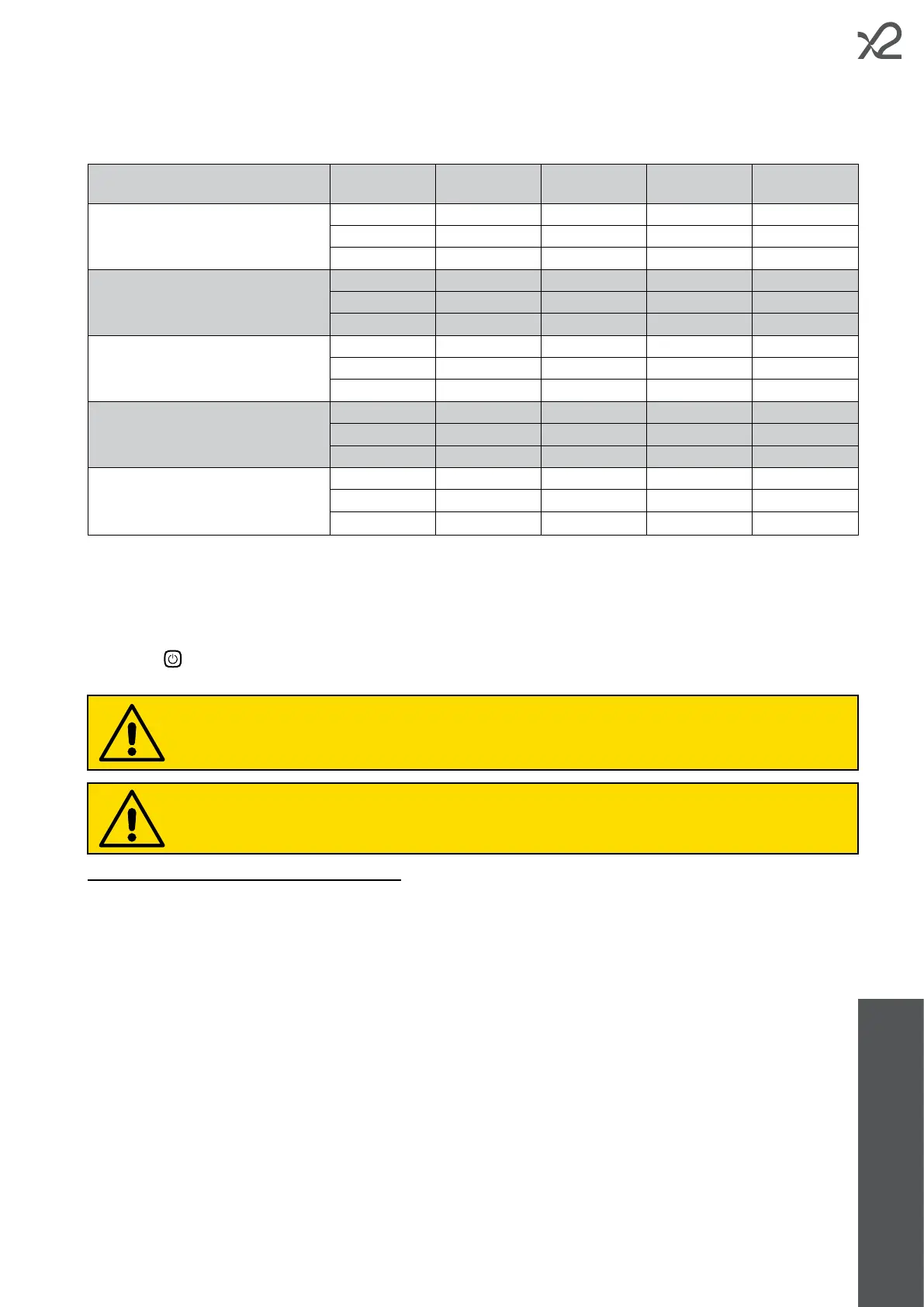
In order not to cause excessive wear or damage to the accessories, it is recommended that you select the power level
according to the following table, which takes into account both the power supplied by the x2 line device model used, and
the conductivity of the electrolyte solution.
ACCESSORY x2 LINE
BRILL
BOMAR
STANDARD
BOMAR
TIG
BOMAR
NEUTRAL
BOMAR
Hooded "Tig Bond" felt
PRO/AIR - - LOW LOW
POWER - - LOW LOW
SURFACE - - - -
"Fast Bond" felt
PRO/AIR HIGH HIGH HIGH HIGH
POWER MID MID MID MID
SURFACE LOW LOW LOW LOW
Felt 35 mm
PRO/AIR HIGH HIGH HIGH HIGH
POWER MID MID MID MID
SURFACE LOW LOW LOW LOW
Brush S
PRO/AIR LOW LOW LOW LOW
POWER LOW LOW LOW LOW
SURFACE - - - -
Brush M
PRO/AIR HIGH HIGH HIGH HIGH
POWER MID MID MID MID
SURFACE LOW LOW LOW LOW
The table is to be considered valid only if the manufacturer's predened voltage values are used in the various operating
modes.
• Press the hand pump on the torch several times and make sure that the felt or brush is properly moistened with the
electrolyte solution before starting the process (this process takes a little more time if you are using the hand torch for the
rst time). Wait at least 2 or 3 seconds after each pressing action, to ensure ecient operation of the pumping system.
• Press the
button on the control panel to start the device.
Once started, the appliance switches o automatically after approximately 30 seconds of inactivity.
This is a precautionary measure to prevent the torch from being accidentally powered at the end of processing.
When using the manual torch, the fume abatement system built into the device does not come into operation,
therefore an adequate external extraction device must be operating.
UTILISATION OF THE INDICATORS ON THE DISPLAY
During processing, bar indicators appear on the display showing in real time the voltage and current supplied by the device
(see chapter 3.1). When the workpiece is not being touched, no current passes through the torch and the voltage is maintained
at half the set voltage. The voltage only starts to rise gradually when work actually starts, thus minimising the likelihood of
arcing or sparking at the point of contact between the brush/insert and the weld to be cleaned/polished.
 Loading...
Loading...