Version 4.0.2 dated 2019-4-3Page 44 Translation of the original instructions
BF20V | BF20L | BF20LDGB
BF20V_BF20L_BF20LD_GB_5.fm
OPTIMUM
MASCHINEN - GERMANY
®
6.2 Inspection and maintenance
The type and level of wear depends to a large extent on the individual usage and operating
conditions. For this reason, all the intervals are only valid for the authorised conditions.
Interval Where? What? How?
Start of work,
after every
maintenance or
repair work
Drilling-milling machine
"Safety check“ on page 15
Start of work,
after every
maintenance
or repair work
Dovetail guides
Oiling
Lubricate all slideways.
Every week
Cross table
Oiling
Oil all bare steel surfaces. Use an acid-free oil, e.g.
weapon oil or motor oil.
As required
Spindle nuts
Readjusting
An extended clearance in the spindles of the cross table can be
reduced by readjusting the spindle nuts. Refer to spindle nuts posi-
tion 66 and 71
The spindle nuts are readjusted by reducing the thread flanks of the
spindle nut by means of a regulating screw. Due to the readjustment
it is necessary to check if a smooth movement over the whole travel
is still given, otherwise the wear is considerably increased due to
the friction between the spindle nut and the spindle.
As required
V-ledges
Readjusting
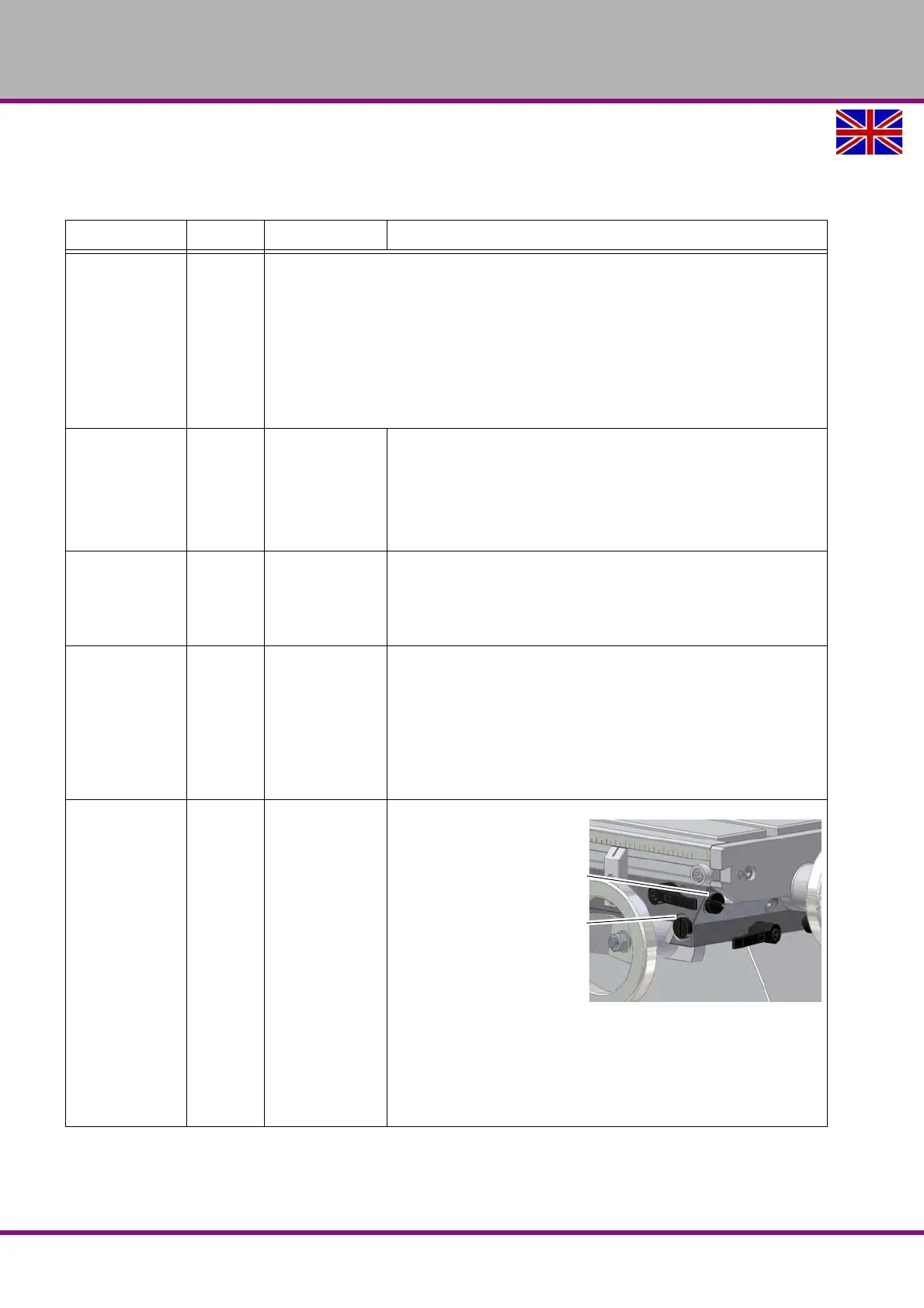
X and Y axis
Img.6-1: Cross table
Turn the take-up screw of the corresponding V-ledge
clockwise. The taper gib is continued to push in and
reduced by it the gap in the guide way.
Check the settings. The corresponding guideway must be
more easily moveable but ensure a stable guiding.
Cross table
Take-up screw
taper gib X axis
Take-up screw
taper gib Y axis