-107-
Trybfunkcjonowaniaspawarkipunktowejorazzmiennośćkształtuiwymiarów
obrabianego przedmiotu uniemożliwiają zrealizowanie wbudowanego
zabezpieczeniaprzedniebezpieczeństwemzgnieceniakończyngórnych:palce,
ręka,przedramię.
Należy zredukować ryzyko poprzez zastosowanie odpowiednich środków
zapobiegawczych:
- Operatormusi być doświadczony lub przeszkolony o procesach spawania
oporowego z zastosowaniem tego typu aparatury.
- Oceń zagrożenia dla każdej typologii wykonywanej obróbki; przygotuj
odpowiednie oprzyrządowania i tulejki wiertarskie będące w stanie
podtrzymywać i prowadzić poddawany obróbce przedmiot w sposób
umożliwiający utrzymywanie rąk w odpowiedniej odległości od strefy
niebezpiecznejodpowiadającejelektrodom.
- W przypadku używania przenośnej spawarki punktowej: mocno chwyć
zaciskobiemarękamichwytajączaspecjalnerączki;ręcepowinnyzawsze
znajdowaćsięwodpowiedniejodległościodelektrod.
- Zawsze,kiedyjesttomożliwezewzględunabudowęprzedmiotuwyreguluj
odległościelektrodwtakisposób,abynieprzekroczyć6mmskoku.
- Uniemożliwiaj wykonywanie operacji kilku osobom jednocześnie z
zastosowaniemtejsamejspawarkipunktowej.
- Uniemożliwiajdostępdostrefyroboczejosobomnieupoważnionym.
- Niepozostawiajspawarkipunktowejbeznadzoru:wprzeciwnymprzypadku
należy obowiązkowo odłączyć ją od sieci zasilania; w spawarkach
punktowychuruchamianychzapomocąsiłownikapneumatycznegonależy
ustawić wyłącznik główny na „O” i zamknąć na kłódkę, znajdującą się w
wyposażeniu urządzenia, wyjąć klucz i oddać na przechowanie osobie
odpowiedzialnej.
- Używajwyłącznieelektrodprzeznaczonychdlaurządzenia(patrzspisczęści
zamiennych)niezmieniającichkształtu.
- RYZYKOOPARZEŃ
Niektóreczęścispawarkipunktowej(elektrody-ramionaistrefyprzylegające)
mogąosiągaćtemperaturęprzekraczającą65°C:należynosićodpowiednią
odzieżochronną.
Pozostaw właśnie zespawany przedmiot do ostygnięcia przed jego
dotknięciem!
- RYZYKOPRZEWRÓCENIAIUPADKU
- Ustaw spawarkę punktową na powierzchni poziomej, o nośności
odpowiedniej dla jej ciężaru; przymocuj ją do płaszczyzny oparcia,
(jeżeli przewidzianaw rozdziale„MONTAŻ” niniejszej instrukcjiobsługi).
W przeciwnym przypadku - posadzki pochyłe lub nierówne, ruchome
płaszczyznyoparcia-istniejeniebezpieczeństwowywróceniaurządzenia.
- Zabraniasiępodnoszeniaurządzenia,zawyjątkiemprzypadku,kiedyjestto
wyraźnieprzewidzianewrozdziale„MONTAŻ”niniejszejinstrukcjiobsługi.
- W przypadku używania urządzeń na podwoziu kołowym: odłącz je od
zasilania elektrycznego i pneumatycznego (jeżeli występuje) przed
przesunięciem do innej strefy roboczej. Zwróć uwagę na przeszkody i
nierównośćgruntu(naprzykładkableiprzewodyrurowe).
- ZASTOSOWANIENIEWŁAŚCIWE
Używanie spawarki punktowej do wszelkiego rodzaju obróbki odmiennej
od przewidzianej jest niebezpieczne (patrz ZASTOSOWANIE ZGODNE Z
PRZEZNACZENIEM.
ZABEZPIECZENIAIOSŁONY
Przedpodłączeniemurządzeniadosiecizasilanianależyzałożyćzabezpieczenia
orazruchomeczęściobudowyspawarkipunktowejwodpowiednimpołożeniu.
UWAGA! Wszelkie operacje wykonywane w trybie ręcznym na ruchomych
dostępnychczęściachurządzenia,takiejaknaprzykład:
- Wymianalubkonserwacjaelektrod
- Regulacjapołożeniaramionlubelektrod
MUSZĄ BYĆ WYKONYWANE PO WYŁĄCZENIU SPAWARKI I ODŁĄCZENIU
JEJ OD SIECI ZASILANIA ELEKTRYCZNEGO I PNEUMATYCZNEGO (jeżeli
występuje).
ZABLOKUJ WYŁĄCZNIK GŁÓWNY W POZYCJI “O”, ZAMKNIJ NA KŁÓDKĘ
I WYJMIJ KLUCZ w modelach uruchamianych z pomocą SIŁOWNIKA
PNEUMATYCZNEGO).
MAGAZYNOWANIE
- Umieść urządzenie i jego akcesoria (z opakowaniem lub bez) w
pomieszczeniachzamkniętych.
- Wilgotnośćwzględnapowietrzaniemożeprzekraczać80%.
- Temperaturaotoczeniamusizawieraćsięwzakresieod-15°Cdo45°C.
W przypadku urządzeń wyposażonych w system chłodzenia wodnego i
temperatury otoczenia nieprzekraczającej 0°C: dolej odpowiedniego płynu
niezamarzającegolubcałkowicieopróżnijobwódhydraulicznyizbiornikzwodą.
Zastosuj zawsze odpowiednie środki chroniące urządzenie przed wilgocią,
brudemikorozją.
2.WPROWADZENIEIOGÓLNYOPIS
2.1GŁÓWNEPARAMETRY
Spawarki punktowe stojące z elektrodą opadającą ruchem krzywoliniowym,
przeznaczone do spawania oporowego (jeden punkt) z cyfrowym sterowaniem
mikroprocesorowym.
Główneparametryurządzeniasąnastępujące:
- ograniczenie przetężenia linii po włączeniu urządzenia (sterowanie cosφ
włączeniem);
- wybór optymalnego prądu spawania punktowego, w zależności od mocy sieci
będącejdodyspozycji;
- wybóroptymalnychparametrówcykluspawania(czaszbliżania,czasrampy,czas
spawania,czasprzerwyiliczbaimpulsów);
- wczytywaniepreferowanychprogramów;
- podświetlanywyświetlaczciekłokrystalicznyumożliwiającywyświetlaniepoleceńi
ustawionychparametrów;
- zabezpieczenietermicznezsygnalizacją(przeciążenielubbrakwodychłodzącej);
- sygnalizacjaizablokowaniewprzypadkuzbytwysokiegolubzbytniskiegonapięcia
zasilania;
- sygnalizacjabrakupowietrza(tylkowmodelachzesterowaniempneumatycznym
“PCP”);
- regulacja przepływu powietrza umożliwiająca spowolnienie zamykania ramion
(tylkowmodelachzesterowaniempneumatycznym“PCP”).
Uruchomienie:
- modele„PTE”:mechanicznezpomocąwłącznikanożnegozregulowanądługością
dźwigni;
- modele ”PCP”: pneumatyczne z pomocą siłownika podwójnego działania,
sterowanegoprzezzawórprzypomocywłącznikanożnego.
2.2AKCESORIANAZAMÓWIENIE
- Dwaramionaodługości500mm,wrazzuchwytamielektrodowymiielektrodami
standardowymi.
- Dwaramionaodługości700mm,wrazzuchwytamielektrodowymiielektrodami
standardowymi.
- Elektrodywygięte.
- Zespółdochłodzeniawodązzamkniętymobwodem(przeznaczonywyłączniedla
modeliPTElubPCP18).
3. DANE TECHNICZNE
3.1TABLICZKAZNAMIONOWA(RYS.A)
Głównedanedotyczącezastosowaniaiwydajnościspawarkipunktowejsąpodanena
tabliczceznamionowejonastępującymznaczeniu:
1- Ilośćfazorazczęstotliwośćliniizasilania.
2- Napięciezasilania.
3- Mocsieciprzyustalonymstaniepracy(100%).
4- Mocznamionowasieciz50%trybempracyurządzenia.
5- Maksymalnenapięciejałoweelektrod.
6- Maksymalnyprądzwarciowyelektrod.
7- Prądwtórnyprzyustalonymstaniepracy(100%).
8- Prześwitidługośćramion(standard).
9- Regulowanyminimalnyimaksymalnynaciskelektrod.
10- Ciśnienieznamionoweźródłasprężonegopowietrza.
11- Ciśnienieźródłasprężonegopowietrzaniezbędnedlauzyskaniamaksymalnego
naciskuelektrod.
12- Przepływwodychłodzącej.
13- Spadekciśnieniaznamionowegopłynudochłodzenia.
14- Masaurządzeniadospawania.
15- Symbole dotyczące norm bezpieczeństwa, których znaczenie podane jest w
rodziale1“Ogólnebezpieczeństwopodczasspawaniaoporowego”.
Uwaga: Na tabliczce znamionowej podane jest przykładowe znaczenie symboli i
cyfr;dokładnewartościdanychtechnicznychspawarkipunktowej,znajdującejsięw
Waszymposiadaniu,należyodczytaćbezpośrednionatabliczcesamegourządzenia.
3.2POZOSTAŁEDANETECHNICZNE(RYS.B)
4.OPISSPAWARKIPUNKTOWEJ
4.1ZESPÓŁSPAWARKIPUNKTOWEJIWYMIARYGABARYTOWE(RYS.C)
4.2URZĄDZENIASTERUJĄCEIREGULACJE
4.2.1Panelsterujący(RYS.D1).
1- wyłącznikgłówny(wmodelachPCPzfunkcjąwyłączaniaawaryjnegoipozycją„O”
zamykanąnakłódkę:kłódkazkluczamiwwyposażeniu).
2- przyciskizwiększania(+)zmniejszania(-).
3- przyciskwyboruparametrów“MODE”.
4- podświetlanywyświetlaczciekłokrystaliczny;
5- przyciskuruchamiania/START(mod.PCP);
6-
/ przełączniktylkociśnienie(niespawa)/spawa.
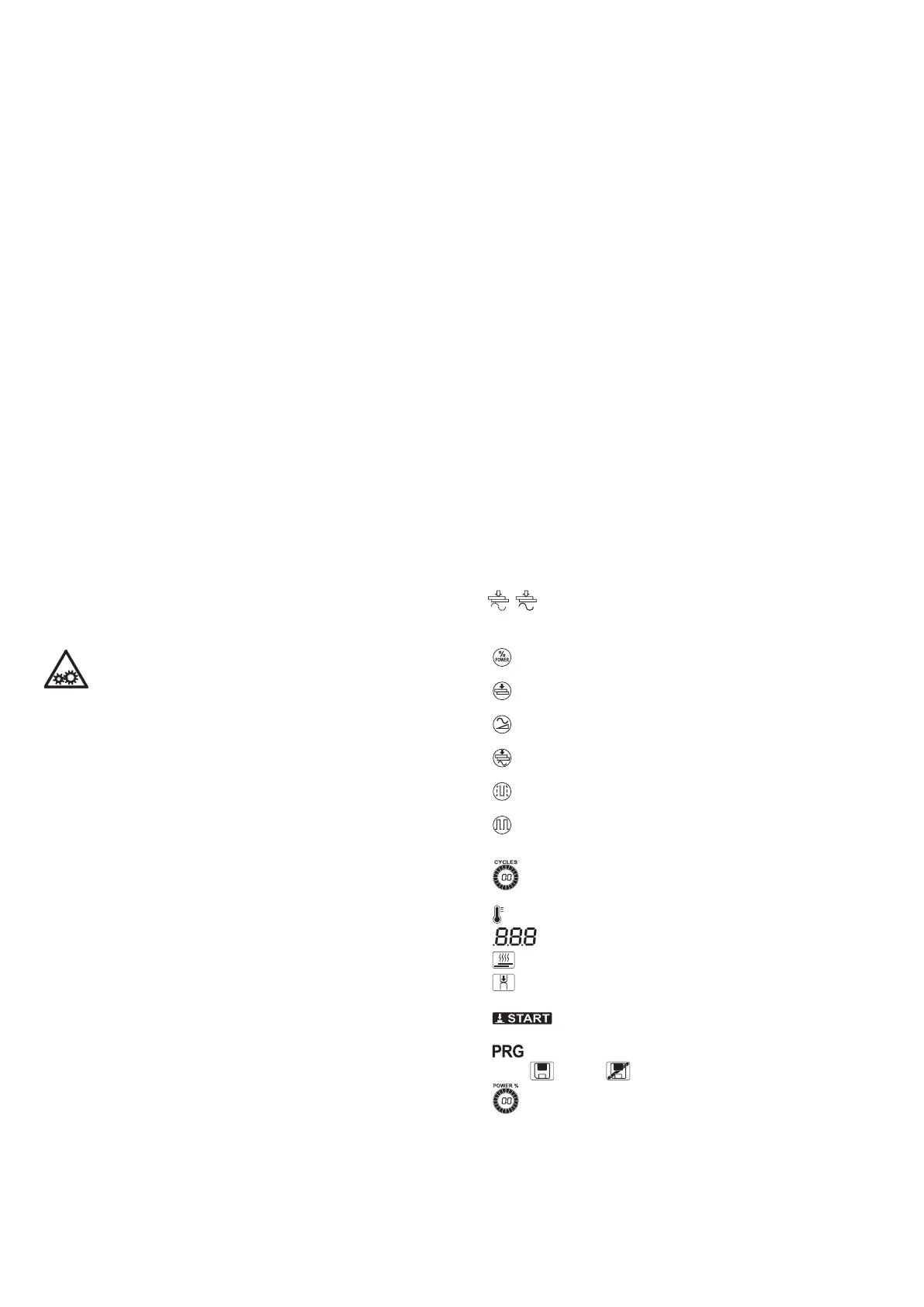
4.2.2Opisikon(RYS.D2).
Parametryspawaniapunktowego(1-7):
1-
power (%): prąd spawania punktowego wyrażony w postaci wartości
procentowejwstosunkudomaksymalnejwartości;
2-
zbliżanie(cycles):czasoczekiwaniawcyklachprzeddostarczaniemprądu,
począwszyodzetknięciaelektrodzpoddawanymobróbceprzedmiotem;
3-
rampa (cycles): czas w cyklach, wykorzystywany przez prąd spawania
punktowegodouzyskaniawartościustawionejprzypomocy“power”;
4-
czas spawania punktowego (cycles): czas w cyklach, w ciągu którego
wartośćprądujestutrzymywananaustawionejwartości;
5-
czas przerwy(cycles): czasw cyklach,w ciąguktórego prądjest zerowy
pomiędzydwomakolejnymiimpulsami(tylkowtrybiepulsującym);
6-
liczba impulsów (nr): 1 - spawanie punktowe zakończy się po czasie
spawania punktowego (4); jeśli jest większa niż 1, wskazuje liczbę impulsów
prądudostarczanychprzezurządzenie(funkcjapulsująca);
7-
okrągływskaźniksynoptyczny,zwartościąnumerycznąustawionychcykliw
częściśrodkowej;
8-
symbolalarmutermicznego;
9-
wyświetlaczwielofunkcyjnynumeryczny;
10-
symbolaktywnegospawaniapunktowego(dostarczanieprądu);
11-
symbol zbliżania,aktywny z przełącznikiemna Rys.D1-6 w pozycjiNIE
SPAWA;
12-
wskaźnik START: nacisnąć przycisk Rys. D1-5, aby aktywować
urządzenie;
13-
symbolspersonalizowanegoPROGRAMU;
14- symbol
zapisuje/ niezapisujeosobistegoprogramu;
15-
okrągływskaźniksynoptyczny,zwartościąnumerycznąustawionejmocyw
częściśrodkowej.
4.2.3 Tryb ustawiania parametrów spawania punktowego
Przy każdym włączeniu maszyny i przednaciśnięciem przycisku uruchamiającego
“START” jest możliwa zmiana trybu, w którym zamierza się ustawić parametry
spawania:
- tryb “ZREDUKOWANY” = EASY: umożliwia szybki i intuicyjny wybór dwóch
głównychparametrówspawania“POWER”(1)oraz“czasspawaniapunktowego”
(4).Tentrybnieumożliwiazapisywaniaprogramówosobistych.
- tryb “POSZERZONY” = EXPERT: umożliwia wybór wszystkich parametrów
spawania opisanych w poprzednim paragrae.Ten tryb umożliwia zapisywanie
programówspersonalizowanych.
 Loading...
Loading...





