- 14 -
- L’opérateur doit être expert ou instruit sur le procédé de soudage par points
avec cette typologie d’appareillages.
- Il faut exécuter une évaluation du risque pour chaque typologie de travail
à exécuter ; il faut prédisposer des équipements et des caches pouvant
soutenir et guider le morceau en usinage de façon à éloigner les mains de la
zone dangereuse correspondant aux électrodes.
- Encasd’utilisationd’unpostedesoudageparpointsportable:empoigner
solidement la pince avec les deux mains placées sur les poignées prévues à
ceteffet;toujoursmaintenirlesmainsloindesélectrodes.
- Dans tous les cas où la conformation du morceau le permet, régler la distance
des électrodes de façon à ce qu’elle ne dépasse pas 6 mm de course.
- Empêcher que plusieurs personnes ne travaillent en même temps avec le
même poste de soudage par points.
- La zone de travail doit être interdite aux personnes étrangères aux opérations.
- Nepaslaisserlepostedesoudageparpointssanssurveillance:dansce
cas, il est obligatoire de le débrancher du réseau d’alimentation ; dans les
postes de soudage par points à actionnement avec cylindre pneumatique,
porterl’interrupteurgénéralsur«O»etlebloqueravecleverroufourni,la
clé doit être extraite et conservée par le responsable.
- Utiliser exclusivement les électrodes prévues pour la machine (voir liste des
pièces détachées) sans altérer la forme de celles-ci.
- RISQUE DE BRÛLURES
Certaines parties du poste de soudage par points (électrodes - bras et zones
adjacentes)peuventatteindredestempératuressupérieuresà65°C:ilfaut
donc porter des vêtements de protection adéquats.
Laisserrefroidirlemorceauquivientd’êtresoudéavantdeletoucher!
- RISQUE DE RENVERSEMENT ET DE CHUTE
- Placer le poste de soudage par points sur une surface horizontale ayant
une capacité adaptée à sa masse ; attacher le poste de soudage par points
aupland’appui(quandcelaestprévudanslasection«INSTALLATION»
de ce manuel). En cas contraire, sols inclinés ou déformés, plans d’appui
mobiles, il existe un danger de renversement.
- Il est interdit de soulever le poste de soudage par points, sauf cas
expressémentprévudanslasection«INSTALLATION»decemanuel.
- Danslecasd’uneutilisationdemachinessurchariot:débrancherleposte
de soudage par points de l’alimentation électrique et pneumatique (si
présente) avant de déplacer l’unité dans une autre zone de travail. Faire
attention aux obstacles et aux aspérités du terrain (par exemple câbles et
tuyaux).
- UTILISATION IMPROPRE
Il est dangereux d’utiliser le poste de soudage par points pour tout usinage
différent de celui prévu (voir UTILISATION PRÉVUE)
DISPOSITIFS DE SÉCURITÉ ET PROTECTIONS
Les protections et les parties mobiles de l’enveloppe du poste de soudage par
points doivent être en position, avant de le brancher au réseau d’alimentation.
ATTENTION!Touteinterventionmanuellesurdespartiesmobilesaccessibles
dupostedesoudageparpoints,parexemple:
- Substitution ou entretien des électrodes
- Réglage de la position du bras ou des électrodes
DOITÊTREEXÉCUTÉEAVECLEPOSTEDESOUDAGEPARPOINTSÉTEINTET
DÉBRANCHÉ DU RÉSEAU D’ALIMENTATION ÉLECTRIQUE ET PNEUMATIQUE
(si présent).
INTERRUPTEURGÉNÉRALBLOQUÉSUR«O»AVECVERROUFERMÉETCLÉ
EXTRAITEsurlesmodèlesavecactionnementàCYLINDREPNEUMATIQUE).
EMMAGASINAGE
- Placer la machine et ses accessoires (avec ou sans emballage) dans des
locaux fermés.
- L’humiditérelativedel’airnedoitpasêtresupérieureà80%.
- La température ambiante doit être comprise entre -15°C et 45°C.
Pour les machines équipées d’une unité de refroidissement à eau et à une
températureambianteinférieureà0°C:ajouterleliquideantigelprévuouvider
complètement le circuit hydraulique et le réservoir à eau.
Toujours utiliser des mesures adéquates pour protéger la machine contre
l’humidité, la saleté et la corrosion.
2. INTRODUCTION ET DESCRIPTION GÉNÉRALE
2.1 CARACTÉRISTIQUES PRINCIPALES
Postesdepointageàcolonneavecélectrodeàdescentecurvilignepoursoudagepar
résistance(pointindividuel)aveccontrôlenumériqueparmicroprocesseur.
Leursprincipalescaractéristiquessont:
- limitationdelasurintensitédeligneàl’insertion(contrôlecosφd’insertion);
- choix ducourant de pointage optimum en fonction dela puissance de réseau
disponible;
- choixdesparamètresoptimumsducycledesoudage(tempsd’accostage,temps
decroissance,tempsdesoudage,tempsdepauseetnombred’impulsions);
- mémorisationdesprogrammespréférés;
- afcheur CL éclairé par l’arrière pour la visualisation des commandes et des
paramètresprogrammés;
- protection thermique avec signalisation (surcharge ou manque d’eau de
refroidissement);
- signalisationetblocageencasdesurtensionoudesous-tensiond’alimentation;
- signalisationmanqued’air(seulementsurlesmodèlesàcommandepneumatique
«PCP»);
- réglageduuxd’airpourleralentissementdelafermeturedesbras(seulementsur
lesmodèlesàcommandepneumatique«PCP»).
Actionnement :
- modèles«PTE»:mécaniqueàpédaleaveclongueurdulevierréglable;
- modèles«PCP»:pneumatiqueaveccylindreàdoubleeffetcommandéparune
valveàpédale.
2.2 ACCESSOIRES SUR DEMANDE
- Pairebraslongueur500mmavecporte-électrodesetélectrodesstandard.
- Pairebraslongueur700mmavecporte-électrodesetélectrodesstandard.
- Électrodesrecourbées.
- Groupepourlerefroidissementàl’eauàcircuitfermé(uniquementpourPTEou
PCP 18).
3. INFORMATIONS TECHNIQUES
3.1 PLAQUETTE DONNÉES (FIG. A)
Les informations principales concernant l’utilisation et les performances de la
soudeuse par points sont résumées sur la plaquette caractéristiques avec la
signicationsuivante.
1- Nombredephasesetfréquencedelaligned’alimentation.
2- Tensiond’alimentation.
3- Puissanceréseauàrégimepermanent(100%).
4- Puissancenominalederéseauavecrapportd’intermittencede50%.
5- Tensionmaximaleàvideélectrodes.
6- Courantmaximalavecélectrodesencourt-circuit.
7- Çourantsecondaireàrégimepermanente(100%).
8- Ecartetlongueurdesbras(standard).
9- Forceminimaleetmaximaleréglabledesélectrodes.
10- Pressionnominaledelasourced’aircomprimé.
11- Pressiondelasourced’aircompriménécessaireàobteniruneforcemaximale
auxélectrodes.
12- Débiteauderefroidissement.
13- Chutedepressionnominaleduliquidederefroidissement.
14- Massedudispositifdesoudage.
15- Symboles concernant la sécurité, dont la signication gure au chapitre 1
“Consignesgénéralesdesécuritépourlesoudageparpoints”.
Remarque:L’exempledeplaquettereprésentéeindiquelasignicationdessymboles
etdeschiffres:lesvaleursexactesdesinformationstechniquesdupostedesoudage
parpointsdoiventêtredirectementrelevéessurlaplaquedel’appareil.
3.2 AUTRES INFORMATIONS TECHNIQUES (FIG. B)
4. DESCRIPTION DU POSTE DE SOUDAGE PAR POINTS
4.1 DIMENSIONS D’ENSEMBLE ET ENCOMBREMENT DU POSTE DE SOUDAGE
PAR POINTS (FIG. C)
4.2 DISPOSITIFS DE CONTRÔLE ET DE RÉGLAGE
4.2.1 Tableau de contrôle (Fig. D1).
1- interrupteur général (dans les modèles PCP avec fonction d’arrêt d’urgence et
position«O»verrouillable:verrouavecclésfournies).
2- boutonsincrément(+)décrément(-).
3- boutonpourlasélectiondesparamètres«MODE».
4- afcheurCLéclairéparl’arrière;
5- boutondedémarrage/START(mod.PCP);
6-
/ sélecteurseulementpression(nesoudepas)/soude.
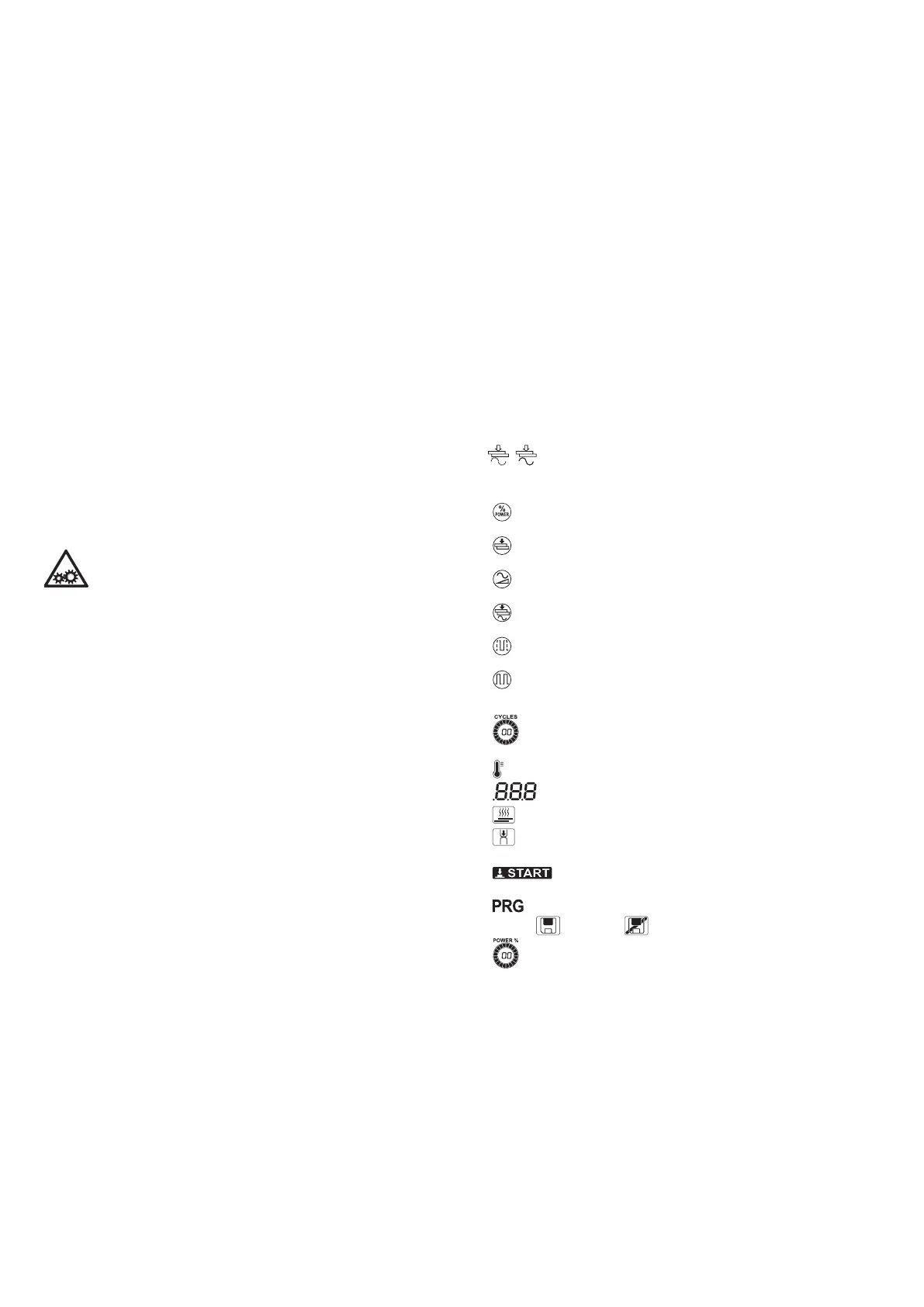
4.2.2 Description des icônes (FIG. D2).
Paramètresdepointage(1-7):
1-
power (%) :courant de pointage enpourcentage par rapport à lavaleur
maximale;
2-
accostage(cycles):tempsd’attenteencyclesavantdedistribuerducourant
àpartirducontactdesélectrodesaveclemorceauenusinage;
3-
rampe(cycles):tempsencyclesquemetlecourantdepointageàatteindre
lavaleurprogramméeàtravers«power»;
4-
tempsdepointage(cycles):tempsencyclespendantlequellecourantest
maintenuàlavaleurprogrammée;
5-
tempsdepause(cycles):tempsencyclesdurantlequellecourantestnéant
entreuneimpulsionetlasuivante(seulementenpulsé);
6-
nombred’impulsions(n°):sic’est1alorslepointagesetermineaprèsle
tempsdepointage(4);s’ilestsupérieurà1,ilindiquelenombred’impulsionsde
courantdistribuéesparlamachine(fonctionpulsée);
7-
indicateur circulaire synoptique, avec valeur numérique au centre, des
cyclesprogrammés;
8-
symboled’alarmethermique;
9-
afcheurnumériquemultifonction;
10-
symboledepointageactivé(distributiondecourant);
11-
symboled’accostageactivéparlesélecteurdelaFig.D1-6enpositionNE
SOUDEPAS;
12-
indicateur START : appuyer sur le bouton de la Fig. D1-5 pour
habiliterlamachine;
13-
symbolePROGRAMMEpersonnalisé;
14- symbole
enregistrer / n’enregistrepasleprogrammepersonnel;
15-
indicateurcirculairesynoptique,avecvaleurnumériqueaucentre,dupower
programmé.
4.2.3 Modalité de programmation des paramètres de pointage
Àchaqueallumagedelamachineetavantd’appuyersurleboutondedémarrage
«START»,ilestpossibledechangerlamodalitéaveclaquelleonveutprogrammer
lesparamètresdesoudage:
- modalité«RÉDUITE»=EASY:permetlasélectionrapideetintuitivedesdeux
principauxparamètresdesoudage«POWER»(1)et«tempsdepointage»(4).
Cettemodaliténepermetpasl’enregistrementdesprogrammespersonnels.
- modalité«ÉTENDUE»=EXPERT:permetlasélectiondetouslesparamètresde
soudagedécritsauparagrapheprécédent.Cettemodalitépermetd’enregistrerles
programmespersonnalisés.
4.2.4Écroudecompressionetréglageduux(FIG.D3)
1- L’écrou est accessible en ouvrant le portillon présent sur l’arrière du poste de
soudageparpoints.
L’écrou permetderéglerlaforce exercéeparlesélectrodesen agissantsurla
préchargeduressort:plusleressortestchargé,pluslaforceauxélectrodesdu
postedesoudageparpointsestgrande.
2-Lerégulateurdeux(seulementmod.PCP)permetderalentirlemouvementde
fermeturedesbraspouréviterdesrebondsdesélectrodessurlemorceau.
Tournerlavisdurégulateurdanslesenscontrairedesaiguillesd’unemontre(+)
pouraugmenterleuxd’airetlarapiditédedescentedesélectrodes;tournerlavis
danslesensdesaiguillesd’unemontre(-)pourdiminuerleuxd’airetlarapidité
dedescentedesélectrodes.
 Loading...
Loading...





